
За да знам как се прави хартиятаТрябва да знаете къде, как и кой го е изобретил и какви са били неговите трансформации през годините. Всеки добър дизайнер трябва да знае от какво е направено средата, в която ще се вижда тяхната работа.
Изобретен в Китай от Хан Хсин в началото на XNUMX век пр.н.е. Първата идея беше да се измисли евтино парче дрехи. Ts'ai Lum припомни изобретението на Хан Хсин и той установи, че му липсва само нещо, което да свързва влакната на преждата и също така да ги хидроизолира (това се постига чрез кипене на водораслите т.нар. Агар агар и използвайки желатина, който отделя. The Най-старият документ в Испания той ли е "Мозарабски мисъл » датира от 1040-1050 г., той е запазен в Силозния манастир.
еволюция
- 1450 Гутенберг изобретява Печатницата.
- 1670 и 1680 Изобретена е холандската купчина, която раздробява стари дрехи и изработката е една по една.
- 1789 Луис Николас Робърт - изобретил машина, която може да прави дълги ленти хартия с помощта на непрекъсната лента.
- 1807 Появява се използването на каолин като пълнител.
- 1874 Въвежда бисулфитния процес.
- 1884 Появява се процесът на сулфат или крафт.
Хартиени материали
Суровините за направата на хартия са:
- влакна
- Пълнители и пигменти
- добавки
влакна
- Дървени влакна
- Недървесни влакна
- Синтетични влакна
Дървени влакна
Многогодишни или смолисти дървета
- Борът във всичките му разновидности и елата
- Средна дължина между 2 и 4 мм, дори по-голяма
- Висока устойчивост за хартия с ниска граматичност
Широколистни или листни дървета
- Евкалипт, бук и бреза
- 1 мм средна дължина
- Неговите влакна осигуряват гладкост и добро образуване на лист хартия
- Неговият% върху хартията се увеличава с увеличаване на грамота, като може да достигне 100% в хартии над 150 gr / m2.
Недървесни влакна
Те могат да бъдат сладки от захарна тръстика и житни сламки, коноп, еспарто, памук и лен.
Дължина на влакното:
- Смолисти ————————- 4 мм
- Листни ————————- 1,5 мм
- Багас —————————– 1,7 мм
- Пшеница и ечемик —————— 1,5 мм
- Еспарто ————————— 1,1 мм
- Слама и ориз ———————- 0,5 мм
- Памук ————————– 30 мм
Синтетични влакна
- Производство на графични продукти
- Разтворен полиетилен с висока якост
Невлакнести материали
продукция неорганични които понякога стават част от хартията в големи количества.
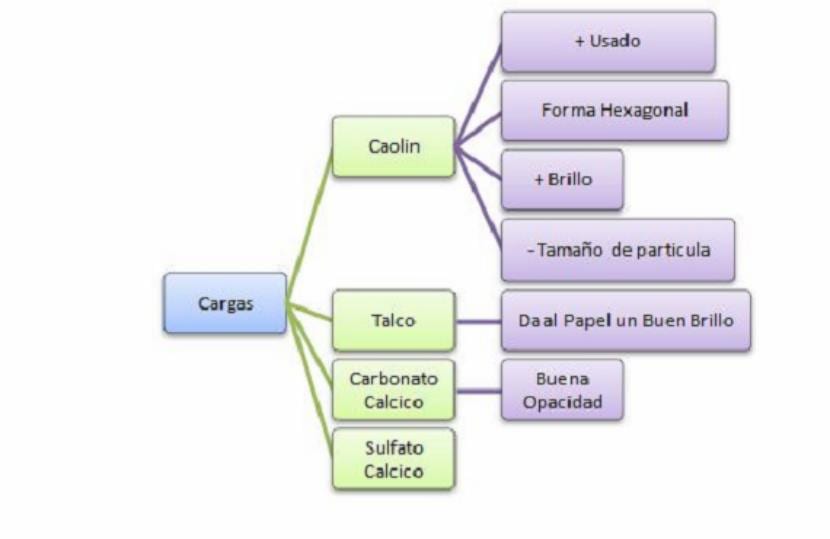
Ефект от таксите и пигментите
- Белота и непрозрачност (Индекс на пречупване)
- Неговата плътност - колкото повече товари, толкова повече граммаж
- Абсорбция на течности - предотвратява прехвърлянето на мастило
- Геометрична форма - кара присъствието да намали неговите механични характеристики.
Химичен състав на дървесината
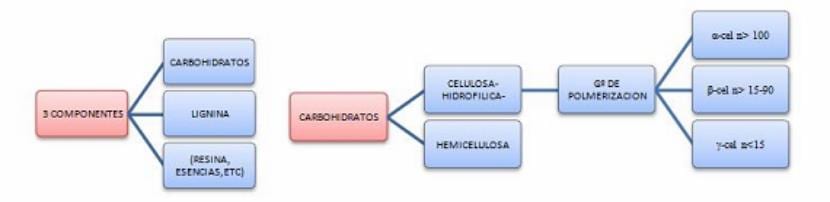
Холоцелулоза: целулоза + хемицелулоза
Лигнин: Това е много сложно химично съединение, което е това, което държи влакната плътно заедно.
Белота: Това е видимият спектър на светлината.
Други продукти:
| RESINOS | Буйна | |
| ЛИГНИН | 25 -30% | 18 -30% |
| ЦЕЛУЛОЗА | 40 - 45% | 45 - 50% |
| ХЕМИЦЕЛУЛОЗА | 10 -15% | 20 - 30% |
| Смоли | 4% | 1,5 - 2% |
Подготовка на дърво
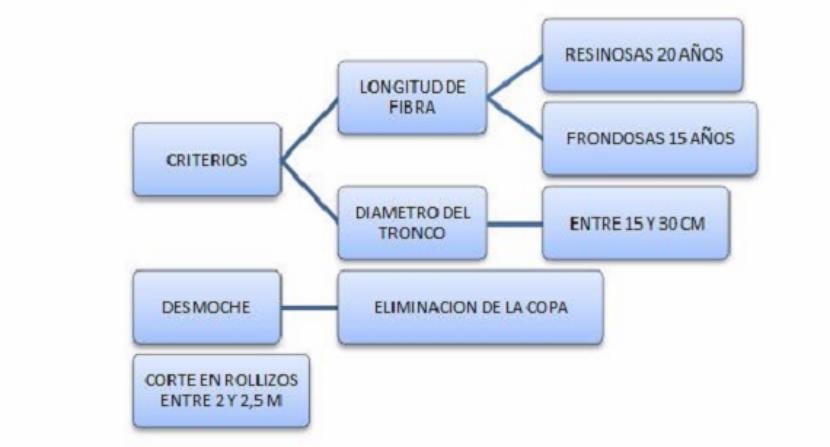
Обезкостен
- Необходимо е да го премахнете
- Той няма влакнест характер
- Консумирайте реактиви и енергия
- Зацапайте пастата
- Основен барабан за средно покритие
Съхранение на дърва
- Между 25 и 55% влажност
- Между 25 и 35º от температурата
- Смолисти - Не повече от една година
- Листни - Между 2 и 6 месеца, за да се избегне загуба на качество
Натрошен
След обелване трупите се свеждат до чипове или ЧИПС за да може да се създават определени пасти, като химическо, полухимично и механично рафиниране. Размерът на чипа ще бъде свързан с импрегнирането на реагентите, използвани при изпичането.
Механична паста
Класически механични тестени изделия
- От необработени дървени трупи
- По принцип смолист
- Цилиндрично шлифовъчно колело, абразивна повърхност, постоянно навлажнено.
вода
- Предотвратете изгарянето
- Почистете шлифовъчното колело
- Транспортирайте влакната
2 вида:
- Продължава: Уорън де Кадена
- Пунктирано: Велик Нортен
Предимство:
- Висока производителност (95%)
- Добри характеристики на ръката (
Недостатъци:
- Трудно избелване
- Ниска белота <80%
- Поврежда стената на влакната
Дробилка или рафиниране на механична целулоза:
- Дискови шредери, целулоза с по-високо качество
- По-добри физически характеристики
Ползи:
- Възможност за използване на отхвърлена дървесина
- Възможност за използване на твърда дървесина
- Еднородна качествена паста
Недостатъци:
- По-висока инвестиция
- По-висока консумация на енергия
- По-високи разходи за поддръжка
Термомеханична паста
- Подобрени са механичните характеристики на стружковата паста
- За това се въвежда пара при висока температура, за да се нагреят стружките, преди да се вкарат в рафиниращия диск, което води до омекотяване на лигнин и намаляване на якостта на влакната.
- Склонност към остаряване и пожълтяване
- Висока непрозрачност. подходящ за лека хартия.
Химико-термомеханична паста
- Висока доходност
- По-добри физически условия от конвенционалните механични пасти
- Чипсът намалява по размер, след това в варовик, където има сода при Tº от 60 до 80 °, за 3 часа. (в случай на химическа паста, тя се готви за по-дълго време и при по-висока температура).
Химическа паста
- Степента на отстраняване на лигнин ще бъде толкова по-голяма, колкото по-енергична е обработката на дървото при изпичане.
2 системи:
- Ал бисулфит
- Крафт
Бисулфит
- Създаден в Швеция през 1874г
- Ликьорът за готвене е бисулфит с калциева, магнезиева или амониева основа.
- Температура на готвене между 130º и 140º
- Време за готвене между 6 и 8 часа
- Делигнификацията е проста и произвежда пасти, богати на хемицелулози, подходящи за хартии, подобни на стъкло.
- Няма химично възстановяване
- Добив между 45 и 55%
Крафт
- Голям импулс за вграждането на котела за оползотворяване.

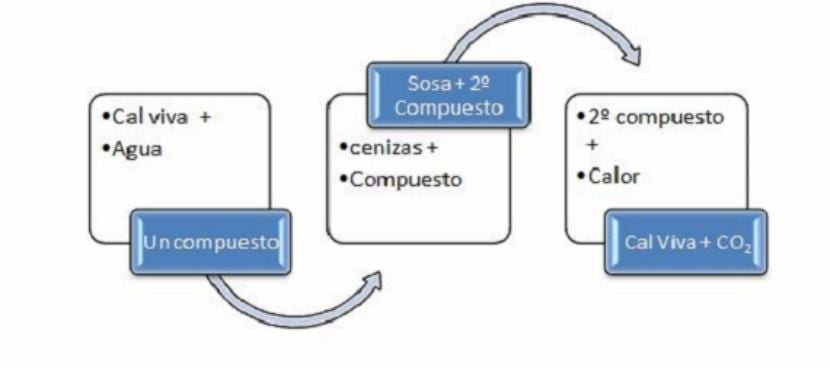
Процес на възстановяване
Черните луги, образувани от органични вещества, минерали и вода в концентрация от 18 до 20%, чрез изпарител концентрацията се повишава до 60%. След това се изгаря, произвеждайки топлина. Пепелта се състои от натриев карбонат. След това содата се възстановява. Добив 45 до 55%.
Избелване
Целта на избелването е да се отстрани лигнинът, който не е бил отстранен чрез готвене.
Конвенционално избелване
- Хлориране
- екстракция
- Хлорен диоксид
- екстракция
- Хлорен диоксид
- Между всяка фаза има фаза на измиване.
Избелване с хлорен диоксид
- Деслигнификация с кислород, след това се готви и след това се прилага обработка с хлорен диоксид.
Избелване с озон
- Разгражда се + целулоза
- Белота по-голяма от 90%
- Неприемливи резултати по отношение на загуба на устойчивост
Избелване на ензими
- Ензими плюс други избелващи средства
- Много по-добра белота
- Намаляване на хлорния диоксид с 10-15%
Избелване с кислородна вода
- Водороден прекис, използван в химико-термомеханични пасти
очистване
- Интегрирана фабрика - ще бъде изпратена през тръби.
- Неинтегрирани - В картонената кутия се произвеждат тестени листове с влажност 10%, за да се улесни транспортирането.
- Колкото повече вода, толкова по-малко време за възможни гъбички.
Влакната са класифицирани в
- Основни влакна
- Вторични влакна
Първични влакна
- Те се получават от дърво или други видове зеленчукови растения, те са влакна за първа употреба. Отпадъците от хартиените фабрики от отпадъци се считат за първични влакна.
Пулпер:
- Това е контейнер със спирала в долната си част, която разклаща макаронените листове и индивидуализира влакната, приготвяйки водна суспензия между 6% и 12% сухо вещество във вода.
- Апаратът се изпразва чрез преминаване на сместа през решетка, която не позволява преминаването на големи фрагменти.
- Водата, използвана в пулпера, е бяла, тя е рециклирана вода от самата фабрика (тя е бяла поради съдържанието на влакна и пълнители).
- Дългите и късите влакна се поставят отделно в пулпера. Те ще се смесят едва след рафиниране.
Стриптийз:
- Те се използват за решаване на проблема с лошо накъсани частици от пулпата. Раздробяващото устройство е съставено от два диска, снабдени с зъбци или издатини.
Рафиниране:
Чрез рафинирането му се дават характеристики за производство на най-разнообразни видове и видове хартия. Всяка хартия изисква подходящо усъвършенстване, това са някои видове:
- Холандски стек
- Малки ъглови конични усъвършенствания
- Широкоъгълни конични усъвършенствания
- Прецизиране на диска
Независимо от вида на рафинирането, основната операция се извършва между неподвижен елемент и въртящ се, като преминава пастата между тях.
След рафинирането влакната се подлагат на повече или по-малко енергично действие, което води до ефект, който:
Разклащане и разклащане:
- Фибрите са хидратирани
- Разтрийте. Влакното се разпада на фибрили
- Срязване - влакното претърпява намаляване на дължината или нарязване.
- Фибрилацията е отделянето на фибрили и по-финото производство, което води до забележимо увеличаване на специфичната повърхност, подобряване на дължината на разкъсване и спукване на хартията.
По-високо мъждене + По-висока нестабилност на размерите
Операцията по рафиниране се контролира на ниво машина с помощта на устройство, което измерва капацитета за обезводняване или относителната скорост, с която пастата позволява на водата да се оттича. Измерва се в степени на Shopper-Riegler (SRº), колкото по-висока е стойността, толкова по-голямо е усъвършенстването.
По-високо усъвършенстване = Малко обезводняване
По-малко рафиниране = Много обезводняване
След като се рафинират, макароните се съхраняват в големи съдове при разбъркване.
Вторични влакна
- Влакната, които вече са преминали поне един производствен процес, получават това име.
- Те са известни с името на ХАРТИЯ, те могат да се смесват с първичните или да са на 100% вторични.
- Центровете за събиране често се намират в големите градове и дългите пътувания до фабрики могат да ги направят неикономични.
- Възможно е да се възстановят повече от 50%
Пулпер
- Той не само ще действа като дезинтегратор на хартията, но ще действа и като скрубер, премахвайки примесите като въжета и жици.
- Процесът може да завърши с треска
Удължено
Изработен е с химикали, логично свързани с топлината и използването на механична енергия за отстраняване на мастилото от хартията.
3 продукта:
- Препарати: премахнете мастилото
- Диспергатори: Така че мастилото напуска водата и не се отлага отново.
- Пенообразуващи агенти: Улеснява премахването на мастилото.
Процес на обезвреждане
Предназначен чрез измиване
- Той е най-старият
- Работи добре, като премахва частици с размер от 1 до 10 микрона
Флотация без мастило
- Той е най-използваният
- Целта на добавените химикали е разпенване и флокулация на мастилото.
- Той е по-ефективен от измиването, тъй като премахва както по-големите частици мастило, така и загубата на фибри е по-малка.
- В процеса се нуждаете от по-малко вода
Комбинирани процеси
- Измиването се използва за отстраняване на малки частици мастило, както и на хартия и подобрява последващия процес на флотация.
Предназначен от ензими
- Нова тенденция в процеса на обезмасляване. Един от проблемите може да бъде генерирането на висока пяна.
- Има загуба на влакна и устойчивост
- Те не могат да бъдат рециклирани безкрайно, те позволяват само 3 до 5 употреби.
Формиране на листа
- От този момент нататък производството е абсолютно същото за всеки вид хартия. Разликата ще бъде дадена от неговия състав и завършеност.
- Формиране на лист: Преобразувайте потока паста в широк и еднороден лист.
Смесителна вана
Когато различните компоненти се добавят според вида хартия като:
- влакна
- Оптични избелители
- товари
- Добавки в ген
- Оразмеряващи агенти
Дебъгъри
Нежеланите частици се отстраняват.
2 вида
Вероятностна
- Те премахват обемисти частици въз основа на вероятността те да преминат през перфориран екран или мрежа.
Центробежен
- Те се възползват от центробежната сила на въртене на тестените изделия в конични тела, разделящи по-тежките частици, които излизат през отворения долен край.
Двете системи обикновено се комбинират за по-голяма ефективност.
Главна кутия или глава на машината
- Основен елемент за оформяне на широки и тънки листове
- Те се нуждаят от постоянен и равномерен поток на входа на тестени изделия.
колектор
- Устройство, което прави налягането и потока на пастата постоянни по цялата ширина на входа на кутията.
- Разширителна камера: Помага за по-доброто подреждане на влакната в суспензия.
Количеството суспензия или разредена паста, което трябва да достигне тъканта, трябва да е необходимо, за да:
- Дайте граматиката
- Помощ за обучение
- Проследявайте скоростта на производство
- Вземете еднакъв профил
Това е регламентирано:
- Дебит (количество)
- Консистенция (плътност)
Плоска маса
- Широчина 7 или 8 метра
- Помага за отстраняване на водата чрез обезводняване
- Платът има напречно движение, наречено трахео, за да се ориентират влакната и да се избегне декомпенсация.
- Machine Sense: Fiber Direction
- Напречна посока: срещу влакна
- Стари машини: скорост между 30 - 40 м / мин
- Тези от преди 4 или 5 години: скорост между 800 - 900 м / мин
- В момента: Скорост между 1300 - 1400 м / мин (те нямат проследяване)
2 Типове таблици
Конвенционални:
- Страна от плат: Част от хартията, която я докосва. По-груби
- Филцово лице: Горно лице. По-гладко за повече% от натоварванията
Двойна тъкан:
- Тя позволява насочване на обезводняването нагоре през смукателни кутии, като се получават по-симетрични листове. Скорости от 1400 - 1500 м / мин
Tela
- Той трябва да позволява добро разпределение на пастата
- Изтичане на вода
- Предотвратява преминаването на влакна
- Предотвратете залепването на влакна по него
- Лесно измиване
- 2 вида:
- Пластмаси: + цена + издръжливост
- Обезводняване: е премахването на водата
Ролки за обезводняване
- Те поддържат тъканта и отстраняват водата. Не се използва, когато машината надвишава 300 m / min
Фолио
- Те са елементи, съставени от пръти, които не се въртят и тъканта се плъзга по тях.
- Те продължават по-дълго и са по-прогресивни.
- Това е най-често срещаният елемент в първата дренажна зона.
Амбициозни кутии
- По-енергично действие
- Празнината е прогресивна
- Броят на кутиите зависи от дължината на машината
- Работи с вакуумни помпи.
Всмукателен цилиндър
- Последен дренажен елемент на масата
- Контактът на плата е извит и има малка повърхност
- Има перфорирано метално яке, което се върти със скорост на плата
Убиец на пяна или валяк за денди
- Пренася се само от конвенционални маси
- Помага за постигане на по-гладко и равномерно острие
- Може да прави водни знаци
- Кутия за глава —————- 99% вода ———————- 1% влакнеста материя
- Финал за кърпа ——————- 80% вода —————– 20% влакнеста материя
Преси
- Мокрото пресоване на хартиения лист се извършва в контакт с филц
- Ще премине от 80% до 60% влажност
Ако се иска
- Отстранява остатъчната вода чрез топлина
- Две части: 1-ва суха и 2-ра суха
- Между тях е поставена система за повърхностна обработка на хартията
- Температурата се повишава постепенно от 70º до 120 - 130º
- Влакната се свиват от порядъка на 20% в ширина и 1% - 2% в дължина. Това създава вътрешно напрежение.
- В края на 2-ра последователност ролките се освежават
Повърхностна обработка
Те могат да бъдат няколко:
- Натиснете размер (най-актуален)
- Порта - Ролка
- Бил - Блейд
Натиснете размер
Това е най-простото
Състои се от нанасяне на малък слой свързващо вещество.
- Ако е само свързващо вещество = офсетна хартия
- Ако е свързващо вещество + пигмент = пигментирана хартия
Размер
- Офсетна хартия = 1 - 2 гр / м2
- Пигментирана хартия = 4 - 5 gr / m2
Подобрете печатаемостта
Понякога пресата за размер е предварително покрита
Портал
- Сосът се прехвърля към ролките на апликатора с помощта на междинен валяк
- Позволява ви да приложите по-голямо количество слой
- Често се използва за хартия с машинно покритие
- Лек слой от 8 - 10 gr / m2 на лице
Бил-острие
- Система, използвана за машинно покритие
- Нанасянето се извършва от едната страна с острие, а от другата с ролка.
Lisas
- Машина, съставена от метални ролки (от 2 до 5)
- Неговата функция е да изглажда хартията и да регулира дебелината по ширината на хартията.
- Те не блестят
- Те обикновено отиват след охлаждане на ролки
- Ефектът му зависи от налягането и броя на преминаванията на хартията през контактни линии или НИПС.
Папа
След като хартията премине през гладките, тя се навива в машина, наречена папа, след което може да следва два пътя
- Непокрита или машинно покрита хартия ———-> Покрития
- Ако хартията е извън машината, тя отива към машината за нанасяне на покрития
Течностите, които се изпращат към главата на покриващото устройство, се пресяват, за да се премахнат примесите.
Покритие
- Това е машината, която нанася мазилковия сос върху опората
Скрепер с покритие
- Той е най-често срещаният
- Нанася се с помощта на валяк и се изравнява и дозира с помощта на стоманен лист
- 2 вида остриета: Твърд (90 ° скос) или Гъвкав (45 ° екстремен ръб)
- Твърдият дава между 12 - 13 gr / m2 сос от мазилка
- Гъвкав дава между 22 - 23 гр / м2 сос от мазилка
- Те могат да работят със скорост между 600 - 700 м / мин. въпреки че сега има машини, които работят с 1200 м / мин.
- Гладкостта на хартията ще бъде по-малко, колкото по-добра е гладкостта на хартията.
Устна за издухване с покритие
- Излишната течност се нанася чрез валяк, който след това се отстранява от сгъстен въздух
- Между 20 до 40 gr / m2
- Не повече от 350 м / мин
- Сос с нисък вискозитет
- По-малко съвършен от скрепер
За приготвянето на материали за покритие имате нужда
- Резервоар за готвене
- Бъркалка за разпръскване и хомогенизиране на компонентите на тестото
- Филтри за отстраняване на грешки
- Резервен депозит
- Помпи за пренасяне на мазилка
Смес от компоненти
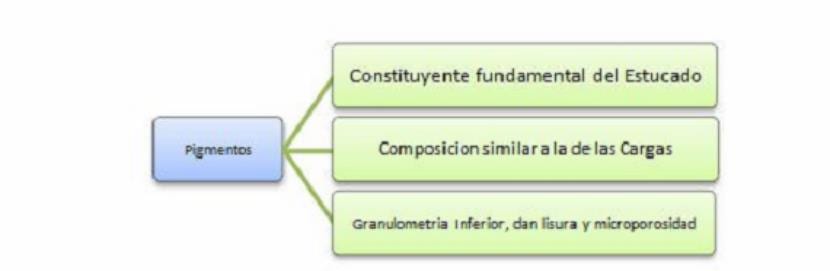
Относно пигментите:
- Свързващи вещества
- Пеногасители
Добавки като:
- Оцветители
- Микробициди
- Смазочни материали
- Оптични избелители
- Смоли за устойчивост
Покритие с висок гланц
- Известен като леено покритие
- Два патента:
Уорън система
- Нанасяне на мазилка с устна за издухване
- Това предполага наличието на много гладка опора
- Нанесете мазилка ——> Предварително изсушаване (инфрачервена) ——-> 180 ° хром цилиндър
- Кондициониран, тъй като излиза много сух от хромирания цилиндър
Шампионска система
- Нанасяне на мазилка ——–> 80 ° хром цилиндър
- Този тип мазилка и в двата случая се извършва само от едната страна. Ако искате и за двете, това се прави чрез контрастиране на две с едно лице.
ОТЛИЧЕН ЧЛЕН
изучаването на фибро хартия ще бъде допълнение