
Chcete-li vědět jak se vyrábí papírMusíte vědět, kde, jak a kdo to vynalezl a jaké byly jeho proměny v průběhu let. Každý dobrý designér by to měl vědět z čeho to je vyrobeno médium, ve kterém bude jejich práce vidět.
Vynalezl v Číně Han Hsin na začátku XNUMX. století př. První myšlenkou bylo vymyslet levný kus oblečení. Ts'ai Lum si vzpomněl na vynález Han Hsin a zjistil, že mu chybí jen něco, co by vázalo vlákna příze a také je vodotěsně izolovalo (toho bylo dosaženo vařením řas zvaných agar agar a pomocí želatiny to vydávalo. The Nejstarší dokument ve Španělsku je on "Mozarabický misál » datován 1040-1050, je zachován v klášteře Silos.
Vývoj
- 1450 Gutenberg vynalezl tiskařský lis.
- 1670 a 1680 Byla vynalezena holandská hromada, která skartuje staré oblečení a zpracování bylo po jednom.
- 1789 Luis Nicolás Robert- Vynalezl stroj, který pomocí souvislé pásky vyrábí dlouhé proužky papíru.
- 1807 Objevuje se použití kaolinu jako plniva.
- 1874 Představuje bisulfitový proces.
- 1884 Objeví se proces síranu nebo Krafftu.
Papírové materiály
Suroviny pro výrobu papíru jsou:
- Vlákna
- Plniva a pigmenty
- Aditiva
Vlákna
- Dřevěná vlákna
- Nedřevěná vlákna
- Syntetická vlákna
Dřevěná vlákna
Vytrvalé nebo pryskyřičné stromy
- Borovice ve všech jejích odrůdách a jedle
- Průměrná délka mezi 2 a 4 mm, ještě delší
- Vysoká odolnost pro papíry s nízkou gramáží
Listnaté nebo listnaté stromy
- Eukalyptus, buk a bříza
- 1 mm střední délka
- Jeho vlákna zajišťují hladkost a dobrou tvorbu listu papíru
- Jeho% v papíru se zvyšuje se zvyšující se gramáží a je schopné dosáhnout 100% v papírech nad 150 gr / m2.
Nedřevěná vlákna
Mohou to být bagasa z cukrové třtiny a slámy z obilovin, konopí, esparto, bavlna a len.
Délka vlákna:
- Pryskyřice ————————- 4 mm
- Listové ————————- 1,5 mm
- Bagasa —————————– 1,7 mm
- Pšenice a ječmen —————— 1,5 mm
- Esparto —————————— 1,1 mm
- Sláma a rýže ———————- 0,5 mm
- Bavlna ————————– 30 mm
Syntetická vlákna
- Výroba grafických produktů
- Vysoce pevný rozpuštěný polyethylen
Nevláknité materiály
vyrobit anorganické které se někdy stávají součástí papíru ve velkém množství.
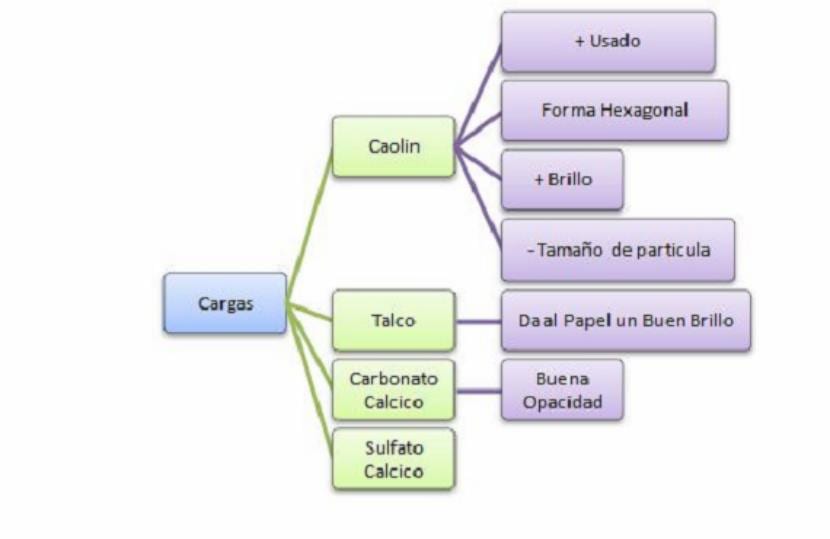
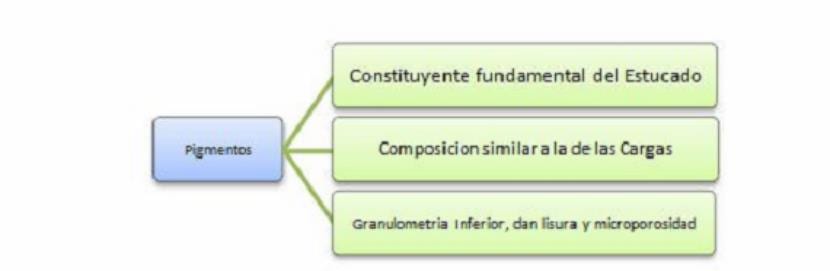
Vliv poplatků a pigmentů
- Bělost a neprůhlednost (index lomu)
- Jeho hustota - čím více zátěží, tím více gramáže
- Liquid Absorption - Zabraňuje přenosu inkoustu
- Geometrický tvar - způsobí, že přítomnost sníží jeho mechanické vlastnosti.
Chemické složení dřeva
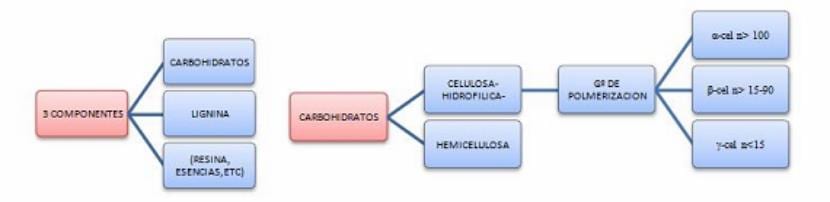
Holocelulóza: celulóza + hemicelulóza
Lignin: Je to velmi složitá chemická sloučenina, která drží vlákna pevně pohromadě.
Bělost: Je to viditelné spektrum světla.
Ostatní produkty:
| PRYSKYŘICE | Bujný | |
| LIGNIN | 25 -30% | 18 -30% |
| CELULÓZA | 40 - 45% | 45 - 50% |
| HEMICELLULOSE | 10 -15% | 20 - 30% |
| ŽIVINY | 4% | 1,5 - 2% |
Příprava dřeva
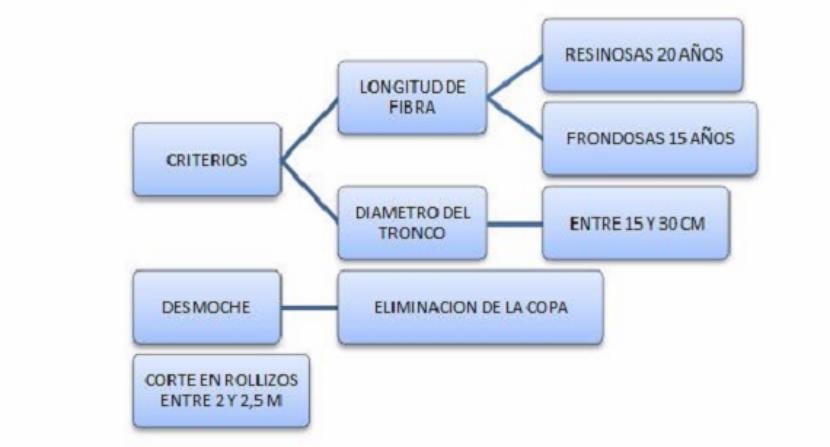
Odkorněno
- Je nutné jej odstranit
- Nemá žádný vláknitý charakter
- Spotřebujte činidla a energii
- Špinte těstoviny
- Hlavní střední - odkorňovací buben
Skladování dřeva
- Vlhkost mezi 25 a 55%
- Mezi 25 a 35 ° teploty
- Pryskyřice - ne více než jeden rok
- Leafy - mezi 2 a 6 měsíci, aby nedošlo ke ztrátě kvality
Štípané
Po odkornění se protokoly sníží na čipy nebo BRAMBOROVÉ HRANOLKY být schopen vytvářet určité pasty, jako je chemická, polochemická a mechanická rafinace. Velikost čipu bude souviset s impregnací činidel použitých při vypalování.
Mechanická pasta
Klasické mechanické těstoviny
- Z neřezaného dřeva
- Obecně pryskyřičné
- Válcový brusný kotouč, brusný povrch, neustále navlhčený.
Voda
- Vyvarujte se hoření
- Vyčistěte brusný kotouč
- Transportujte vlákna
2 typy:
- Pokračování: Warren de Cadena
- Dashed: Great Northen
Výhoda:
- Vysoký výkon (95%)
- Dobré vlastnosti ruky (
Nevýhody:
- Obtížné bělení
- Nízká bělost <80%
- Poškozuje vláknitou stěnu
Štěpení nebo rafinace mechanické buničiny:
- Diskové drtiče, buničina vyšší kvality
- Lepší fyzikální vlastnosti
Výhody:
- Možnost použití odmítnutého dřeva
- Možnost použití tvrdého dřeva
- Jednotná kvalita pasty
Nevýhody:
- Vyšší investice
- Vyšší spotřeba energie
- Vyšší náklady na údržbu
Termomechanická pasta
- Jsou zlepšeny mechanické vlastnosti třískové pasty
- K tomu se zavádí pára při vysoké teplotě, aby se třísky zahřály před jejich zavedením do rafinačního disku, což způsobí změkčení lignin a snížení pevnosti vláken.
- Tendence stárnout a žloutnout
- Vysoká neprůhlednost. vhodné pro lehký papír.
Chemicko-termomechanická pasta
- Vysoký výnos
- Lepší fyzikální podmínky než běžné mechanické pasty
- Čipy zmenšené, poté v digestoři, kde je soda při teplotě 60 až 80 ° C, po dobu 3 hodin. (V případě chemické pasty se vaří delší dobu a při vyšší teplotě).
Chemická pasta
- Stupeň odstranění ligninu bude tím větší, čím energičtější bude ošetření dřeva.
2 systémy:
- Al bisulfit
- krafft
Hydrogensiřičitan
- Vytvořeno ve Švédsku v roce 1874
- Destilát na vaření je hydrogensiřičitan na bázi vápníku, hořčíku nebo amoniaku.
- Teplota vaření mezi 130 ° a 140 °
- Doba vaření mezi 6 a 8 hodinami
- Delignifikace je jednoduchá a vytváří pasty bohaté na hemicelulózy, vhodné pro skleněné papíry.
- Nemá žádné chemické využití
- Výnos mezi 45 a 55%
krafft
- Velký impuls pro zabudování rekuperačního kotle.

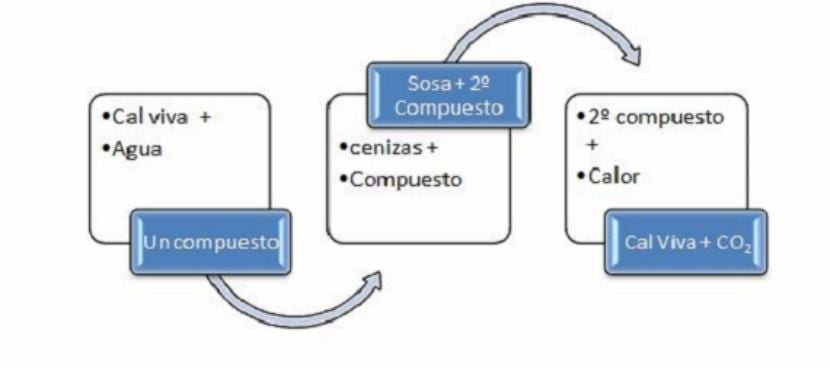
Proces obnovy
Černé louhy tvořené organickými látkami, minerály a vodou v koncentraci 18 až 20%, pomocí odpařovače se koncentrace zvýší na 60%. Později se spaluje a vytváří teplo. Popel je vyroben z uhličitanu sodného. Poté se soda izoluje. Výtěžek 45 až 55%.
Bělení
Účelem bělení je odstranit lignin, který nebyl odstraněn vařením.
Konvenční bělení
- Chlorace
- Těžba
- Oxid chloričitý
- Těžba
- Oxid chloričitý
- Mezi každou fází je fáze praní.
Bělení oxidu chloričitého
- Deslignifikace kyslíkem, poté se vaří a poté se ošetří oxidem chloričitým.
Ozónové bělení
- Degraduje + celulóza
- Bělost větší než 90%
- Nepřijatelné výsledky, pokud jde o ztrátu odporu
Bělení enzymů
- Enzymy a další bělidla
- Mnohem lepší bělost
- Snížení oxidu chloričitého o 10-15%
Okysličené bělení vodou
- Peroxid vodíku používaný v chemicko-termomechanických pastách
Ladění
- Integrovaná továrna - bude odeslána potrubím.
- Není integrováno - V kartonu se vyrábějí těstoviny s vlhkostí 10%, aby se usnadnila jejich přeprava.
- Čím více vody, tím méně času na možné houby.
Vlákna se dělí na
- Primární vlákna
- Sekundární vlákna
Primární vlákna
- Získávají se ze dřeva nebo jiných druhů rostlinných rostlin, jedná se o vlákna prvního použití. Odpady z papíren z odpadu jsou považovány za primární vlákna.
Rozvlákňovač:
- Jedná se o nádobu se šroubovicí ve spodní části, která míchá pláty těstovin a individualizuje vlákna a připravuje vodnou suspenzi mezi 6% a 12% sušiny ve vodě.
- Zařízení se vyprázdní průchodem směsi roštem, který neumožňuje průchod velkých fragmentů.
- Voda použitá v rozvlákňovači je bílá, jedná se o recyklovanou vodu ze samotné továrny (je bílá kvůli obsahu vláken a plnidel).
- Dlouhé a krátké vlákno se do rozvlákňovače ukládá samostatně. Smíchat se budou až po rafinaci.
Odizolovače:
- Používají se k řešení problému špatně rozdrcených částic z buničiny. Odlučovač se skládá ze dvou disků vybavených hroty nebo výstupky.
Rafinace:
Prostřednictvím rafinace je dána charakteristika produkce nejrůznějších druhů a druhů papíru. Každý papír vyžaduje vhodné zdokonalení, jedná se o některé typy:
- Dutch Stack
- Malé úhlové kuželové upřesnění
- Širokoúhlé kuželové upřesnění
- Vylepšení disku
Bez ohledu na typ rafinace se základní operace provádí mezi pevným prvkem a rotujícím, přičemž mezi nimi prochází pasta.
Po rafinaci jsou vlákna podrobena více či méně energetickému působení, které má účinek, který:
Shake and Shake:
- Vlákno je hydratované
- Třít. Vlákno se rozpadá na fibrily
- Shear - Vlákno podléhá zmenšení délky nebo řezu.
- Fibrilace je uvolňování fibril a jemnější produkce, která má za následek znatelné zvětšení specifické povrchové plochy, zlepšení délky trhání a prasknutí papíru.
Vyšší fibrilace + vyšší rozměrová nestabilita
Operace rafinace je na stroji řízena pomocí zařízení, které měří odvodňovací kapacitu nebo relativní rychlost, kterou pasta nechává odtékat vodu. Měří se ve stupních Shopper-Riegler (SRº), čím vyšší hodnota, tím větší zdokonalení.
Vyšší vylepšení = malé odvodnění
Méně rafinace = hodně odvodňování
Jakmile jsou těstoviny rafinovány, jsou za míchání skladovány ve velkých kádích.
Sekundární vlákna
- Vlákna, která již prošla alespoň jedním výrobním procesem, dostávají tento název.
- Jsou známí pod jménem PAPÍR, mohou být smíchány s primárními nebo mohou být 100% sekundární.
- Sběrná střediska jsou často ve velkých městech a dlouhé cesty do továren je mohou učinit neekonomickými.
- Je možné získat zpět více než 50%
Rozvlákňovač
- Nejen, že bude působit jako dezintegrátor papíru, ale bude také fungovat jako pračka, eliminující nečistoty, jako jsou lana a dráty.
- Proces lze ukončit střepinou
Zrušeno
Je vyroben z chemikálií logicky spojených s teplem a použitím mechanické energie k odstranění inkoustu z papíru.
3 produktů:
- Čisticí prostředky: odstraňte inkoust
- Dispergátory: Aby inkoust vytékal z vody a znovu se neusazoval.
- Pěnidla: Usnadňuje odstraňování inkoustu.
Proces odbarvování
Určeno praním
- Je to nejstarší
- Funguje dobře při odstraňování částic o velikosti 1 až 10 mikronů
Flotace odstraněna inkoustem
- Je to nejpoužívanější
- Účelem přidávaných chemikálií je pěnění a vločkování inkoustu.
- Je to efektivnější než mytí, protože odstraňuje větší částice inkoustu a ztráta vláken je menší.
- Při tom potřebujete méně vody
Kombinované procesy
- Praní se používá k odstranění drobných částic inkoustu i množství papíru a zlepšuje následný flotační proces.
Určeno enzymy
- Nový trend v procesu odbarvování. Jedním z problémů může být vysoká tvorba pěny.
- Dochází ke ztrátě vláken a odporu
- Nelze je donekonečna recyklovat, umožňují pouze 3 až 5 použití.
Formování listu
- Od této chvíle je výroba přesně stejná pro jakýkoli druh papíru. Rozdíl bude dán jeho složením a povrchovou úpravou.
- Formace listu: Transformujte tok pasty na široký a rovnoměrný list.
Směšovací vana
Pokud se přidávají různé složky podle typu papíru, například:
- Vlákna
- Optické zjasňovače
- Zatížení
- Přísady v genu
- Klížidla
Debuggery
Nežádoucí částice jsou odstraněny.
2 typy
Pravděpodobnostní
- Odstraňují objemné částice na základě pravděpodobnosti, že projdou perforovaným sítem nebo sítí.
Odstředivý
- Využívají odstředivou sílu rotace těstovin uvnitř kuželových těles, oddělujících nejtěžší částice, které vycházejí otevřeným dolním koncem.
Tyto 2 systémy jsou obvykle kombinovány pro vyšší účinnost.
Skříň hlavy nebo hlava stroje
- Základní prvek pro tvarování širokých a tenkých plechů
- Potřebují stálý a rovnoměrný tok vstupu těstovin.
Potrubí
- Zařízení, které zajišťuje konstantní tlak a průtok pasty po celé šířce vstupu do boxu.
- Expanzní komora: Pomáhá lepšímu uspořádání vláken v suspenzi.
Množství suspenze nebo zředěné pasty, které musí dosáhnout látky, musí být nezbytné pro:
- Dejte gramáž
- Pomozte trénovat
- Sledujte rychlost výroby
- Získejte jednotný profil
Toto je regulováno:
- Průtok (množství)
- Konzistence (hustota)
Plochý stůl
- 7 nebo 8 metrů široký
- Pomáhá odstraňovat vodu odvodněním
- Tkanina má příčný pohyb tzv tracheo, za účelem orientace vláken a zabránění dekompenzaci.
- Machine Sense: Směr vláken
- Příčný směr: Proti vláknu
- Staré stroje: rychlost mezi 30 - 40 m / min
- Ti před 4 nebo 5 lety: rychlost mezi 800 - 900 m / min
- Aktuálně: Rychlost mezi 1300 - 1400 m / min (tyto nemají trasování)
2 typy stolů
Konvenční:
- Strana látky: Část papíru, která se jí dotýká. Drsnější
- Plstěný obličej: Horní obličej. Hladší pro více% zatížení
Dvojitá látka:
- Umožňuje směrování odvodnění nahoru přes sací boxy a získá více symetrických desek. Rychlost od 1400 do 1500 m / min
Tela
- Musí umožňovat dobrou distribuci pasty
- Odtok vody
- Zabraňte průchodu vláken
- Zabraňte tomu, aby se na něj vlákna lepila
- Snadné praní
- 2 typy:
- Plasty: + cena + trvanlivost
- Odvodnění: je vylučování vody
Odvodňovací válce
- Podporují látku a odstraňují vodu. Nepoužívá se, když stroj překročí 300 m / min
Fólie
- Jsou to prvky složené z tyčí, které se neotáčejí a látka po nich klouže.
- Trvají déle a jsou progresivnější.
- Je to nejběžnější prvek v první drenážní zóně.
Aspirující boxy
- Energičtější akce
- Prázdnota je progresivní
- Počet krabic závisí na délce stroje
- Funguje s vakuovými pumpami.
Sací válec
- Poslední drenážní prvek na stole
- Kontakt látky je zakřivený a má malý povrch
- Má perforovaný kovový plášť, který se otáčí rychlostí látky
Pěnový zabiják nebo válec
- Pouze u konvenčních stolů
- Pomáhá dosáhnout hladší a rovnoměrné čepele
- Může vytvářet vodoznaky
- Headbox —————- 99% vody ———————- 1% vláknité hmoty
- Látkové finále ——————- 80% vody —————– 20% vláknité hmoty
Lisy
- Mokré lisování listového papíru se provádí ve styku s plstí
- To by šlo z 80% na 60% vlhkosti
Pokud chtěl
- Odstraňuje zbytkovou vodu pomocí tepla
- Dvě části: 1. suchá a 2. suchá
- Mezi ně je umístěn systém zajišťující povrchovou úpravu papíru
- Teplota stoupá postupně od 70 ° do 120 - 130 °
- Vlákna se smršťují řádově o 20% šířky a 1% - 2% délky. To vytváří vnitřní napětí.
- Na konci 2. sekvence se válečky osvěžují
Povrchová úprava
Může jich být několik:
- Lis na velikost (nejaktuálnější)
- Brána - role
- Bill - Blade
Velikostní tisk
Je to nejjednodušší
Spočívá v nanesení malé vrstvy pojiva.
- Pokud je to jen pořadač = Ofsetový papír
- Pokud je to pojivo + pigment = Pigmentovaný papír
Množství
- Ofsetový papír = 1 - 2 gr / m2
- Pigmentovaný papír = 4 - 5 gr / m2
Zlepšete tisknutelnost
Lis na velikost je někdy předem potažen
Brána
- Omáčka se přenáší na válečky aplikátoru pomocí mezilehlého válce
- Umožňuje použít více vrstev
- Často se používá pro strojově natírané papíry
- Lehká vrstva 8 - 10 gr / m2 na obličej
Bill-čepel
- Systém používaný pro strojní potahování
- Aplikace se provádí na jedné straně čepelí a na druhé válečkem.
Lisas
- Stroj složený z kovových válečků (od 2 do 5)
- Jeho funkcí je vyhladit papír a regulovat tloušťku po celé šířce papíru.
- Nesvítí
- Obvykle jdou po chladicích válcích
- Jeho účinek závisí na tlaku a počtu průchodů papíru kontaktními linkami nebo NIPS.
Papež
Jakmile papír prošel hladkým povrchem, je srolován ve stroji zvaném papež, poté může následovat dvě cesty
- Nenatíraný nebo strojově potažený papír ———-> Povrchové úpravy
- Pokud je ze stroje papír, jde do potahovacího stroje
Kapaliny, které jsou odesílány do hlavy nanášecího zařízení, se prosejí, aby se odstranily nečistoty.
Coater
- Je to stroj, který aplikuje štukovou omáčku na podporu
Potahovaná škrabka
- Je to nejběžnější
- Nanáší se válečkem, vyrovnává se a dávkuje pomocí ocelového plechu
- 2 typy nožů: tuhý (90 ° zkosený) nebo flexibilní (45 ° krajní okraj)
- Tuhý dává mezi 12 - 13 gr / m2 štuková omáčka
- Flexibilní dává mezi 22 - 23 gr / m2 štuková omáčka
- Mohou pracovat rychlostí 600 - 700 m / min. i když nyní existují stroje, které pracují rychlostí 1200 m / min.
- Hladkost papíru bude menší, tím lepší bude hladkost papíru.
Potažený břit
- Přebytečná tekutina se nanáší válečkem, který se poté odstraňuje stlačeným vzduchem
- Mezi 20 až 40 gr / m2
- Ne více než 350 m / min
- Nízkoviskózní omáčka
- Méně dokonalé než škrabka
K přípravě nátěrových hmot potřebujete
- Nádrž na vaření
- Míchadlo k rozpuštění a homogenizaci složek těsta
- Filtry k ladění
- Rezervní vklad
- Čerpadla pro přenos štuku
Směs komponent
O Pigmentech:
- Pojiva
- Odpěňovače
Přídatné látky jako:
- Barviva
- Mikrobicidy
- Maziva
- Optické zjasňovače
- Pryskyřice pro odolnost
Povlak s vysokým leskem
- Známý jako Cast Coated
- Dva patenty:
Warrenův systém
- Aplikace štuku ofukovacím retem
- Znamená to mít velmi hladkou podporu
- Naneste štuk ——> Předsušení (infračervené) ——-> 180 ° chromovaný válec
- Podmíněno, protože z chromového válce vychází velmi suché
Systém šampionů
- Štuková aplikace ——–> 80 ° chromovaný válec
- Tento typ štuku se v obou případech provádí pouze na jedné straně. Pokud chcete pro oba, provádí se to kontraklací dvou z jedné tváře.
VÝBORNÝ ČLÁNEK
studium vláknitého papíru by bylo doplňkem