
知るために 紙はどのように作られていますかどこで、どのように、誰がそれを発明したのか、そして何年にもわたってその変化は何だったのかを知る必要があります。 すべての優れた設計者は知っておくべきです それは何で出来ていますか 彼らの作品が見られる媒体。
紀元前XNUMX世紀の初めにハンシンによって中国で発明されました。 最初のアイデアは、安価な服を発明することでした。 Ts'ai Lumは、 ハンシン そして彼は、糸の繊維を結合し、それらを防水するための何かが欠けているだけであることに気づきました(これは、呼ばれる藻を沸騰させることによって達成されました 寒天寒天 そしてゼラチンを使ってそれが放った。 ザ・ スペインで最も古い文書 彼は「モサラベ語ミサ典書» 1040-1050年の日付で、シロス修道院に保存されています。
進化
- 1450 グーテンベルクは印刷機を発明しました。
- 1670と1680 古着を細かく刻むオランダの山が発明され、ひとつひとつ精巧に作られました。
- 1789 ルイス・ニコラス・ロベール-連続テープを使って長い紙片を作ることができる機械を発明しました。
- 1807 フィラーとしてカオリンの使用が表示されます。
- 1874 バイサルファイトプロセスを紹介します。
- 1884 SulfateまたはKrafftプロセスが表示されます。
紙の材料
製紙の原料は次のとおりです。
- 繊維
- フィラーと顔料
- 添加剤
繊維
- 木質繊維
- 非木質繊維
- 合成繊維
木質繊維
多年生または樹脂の木
- すべての品種の松とモミ
- 平均長さは2〜4 mm、さらに長い
- 低粒度紙の高抵抗
落葉樹または葉の多い木
- ユーカリ、ブナ、バーチ
- 中くらいの長さ1mm
- その繊維は滑らかさと良好な紙シート形成を提供します
- 紙の%は、グラム数が増えるにつれて増加し、100 gr / mを超える紙で150%に達することができます2.
非木質繊維
それらは、サトウキビとシリアルストロー、麻、エスパルト、綿、亜麻のバガスである可能性があります。
繊維長:
- 樹脂————————- 4 mm
- 緑豊かな————————- 1,5 mm
- バガス—————————– 1,7 mm
- 小麦と大麦—————— 1,5 mm
- エスパート————————— 1,1 mm
- わらとご飯———————- 0,5 mm
- 綿————————– 30 mm
合成繊維
- グラフィック製品の製造
- 高強度溶解ポリエチレン
非繊維材料
Product 無機 時々大量に紙の一部になります。
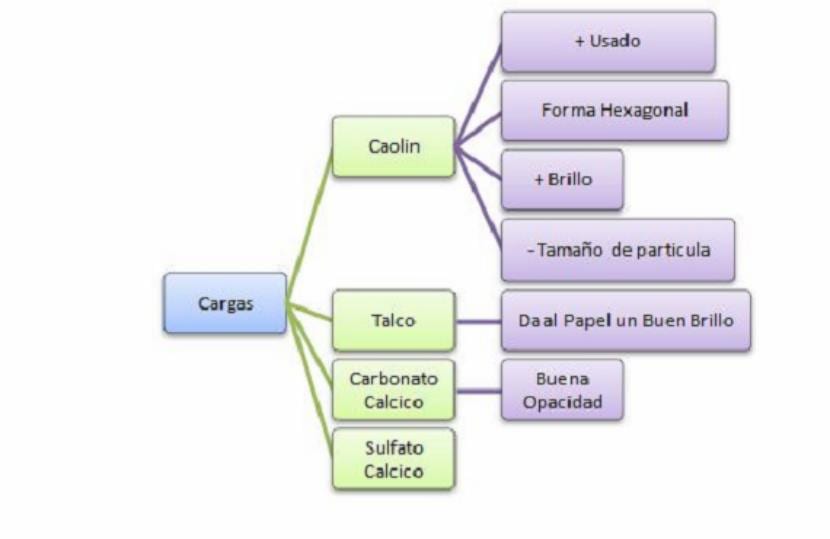
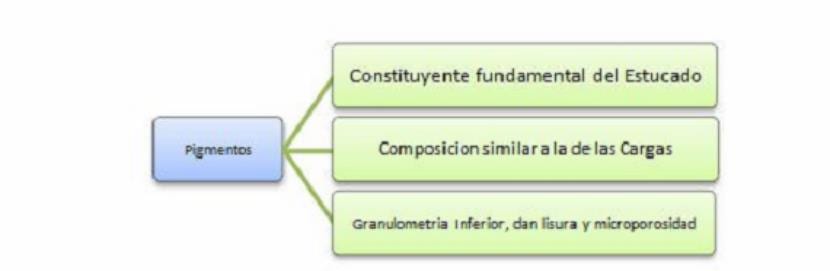
電荷と顔料の影響
- 白色度と不透明度(屈折率)
- その密度-負荷が多いほど、グラム数も多くなります
- 吸液-インクの移動を防ぎます
- 幾何学的形状-存在感をその機械的特性を低下させます。
木材の化学組成
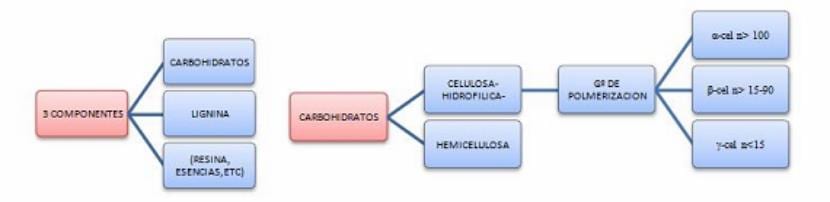
ホロセルロース:セルロース+ヘミセルロース
リグニン: これは非常に複雑な化合物であり、繊維をしっかりと保持します。
白色度: それは光の可視スペクトルです。
その他の製品:
| RESINOS | 緑豊か | |
| リグニン | 25 -30% | 18〜30% |
| セルロース | 40 - 45% | 45 - 50% |
| ヘミセルロース | 10〜15% | 20 - 30% |
| 樹脂 | 4% | 1,5 - 2% |
木材の準備
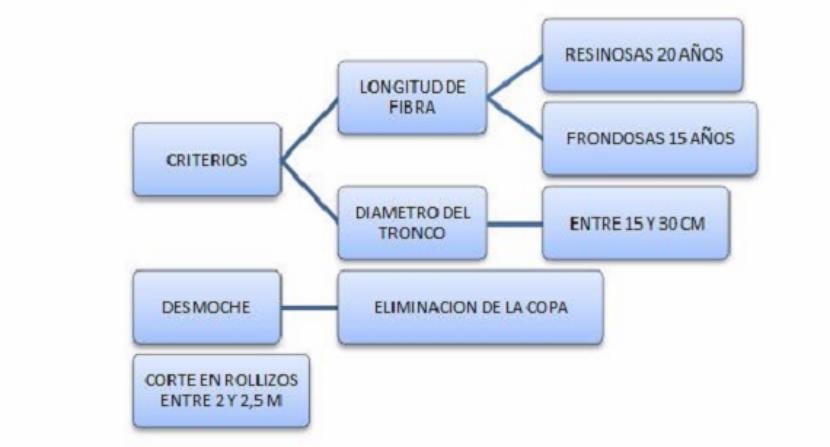
皮をむいた
- それを削除する必要があります
- 繊維質はありません
- 試薬とエネルギーを消費する
- パスタを汚す
- メインミドル-デバーカードラム
木材貯蔵
- 25〜55%の湿度
- 25〜35ºの温度
- 樹脂-XNUMX年以内
- 緑豊かな-品質の低下を避けるために2〜6ヶ月
欠けた
皮をむいた後、ログはチップまたは チップス 化学的、半化学的、機械的精製などの特定のペーストを作成できるようにするため。 チップのサイズは、焼成に使用される試薬の含浸に関連します。
メカニカルペースト
クラシックなメカニカルパスタ
- カットされていない木の丸太から
- 一般的に樹脂
- 円筒形砥石、研磨面、常に湿らせています。
水
- 燃焼を防ぐ
- 砥石を掃除する
- 繊維を輸送する
2種類:
- 続き:ウォーレンデカデナ
- 破線:グレートノーザン
利点:
- 高性能(95%)
- 良い手の特性(
短所:
- 漂白が難しい
- 低白色度<80%
- ファイバーの壁を損傷します
機械パルプのチッピングまたは精製:
- ディスクシュレッダー、高品質のパルプ
- より良い物理的特性
利点:
- 拒絶された木材を使用する可能性
- 広葉樹の使用の可能性
- 均一品質のペースト
短所:
- より高い投資
- より高いエネルギー消費
- 高いメンテナンスコスト
熱機械ペースト
- チップペーストの機械的特性が改善されます
- このため、高温で蒸気を導入してチップを加熱してから精製ディスクに導入し、軟化を引き起こします リグニン 繊維の強度を低下させます。
- 年をとって黄色くなる傾向
- 不透明度が高い。 薄紙に適しています。
化学-熱機械ペースト
- 高収量
- 従来のメカニカルペーストよりも優れた物理的条件
- チップのサイズを小さくしてから、Tº60〜80ºのソーダが入っている蒸解缶で3時間。 (ケミカルペーストの場合、より長い時間、より高い温度で調理されます)。
ケミカルペースト
- リグニン除去の程度は、木材の焼成処理が活発になるほど大きくなります。
2システム:
- アルバイサルファイト
- クラフト
亜硫酸水素塩
- 1874年にスウェーデンで作成されました
- 調理液は、カルシウム、マグネシウム、またはアンモニウム塩基を含む亜硫酸水素塩です。
- 130ºから140ºの間の調理温度
- 6〜8時間の調理時間
- 脱リグニンは簡単で、ガラスのような紙に適したヘミセルロースが豊富なペーストを生成します。
- 化学的回収はありません
- 45〜55%の収率
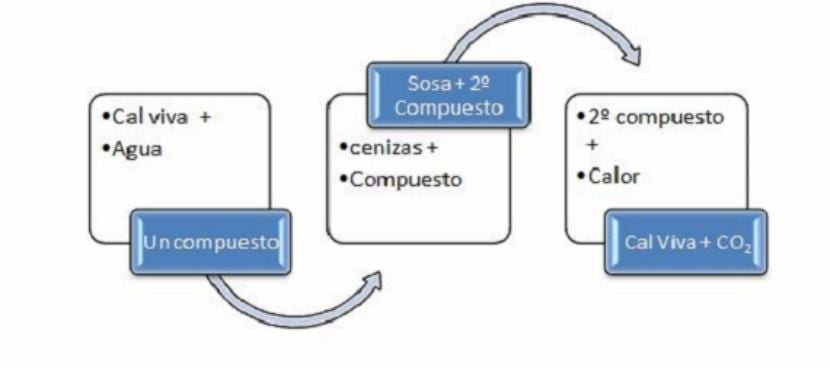
クラフト
- 回収ボイラーの組み込みのための大きな後押し。

回復プロセス
18〜20%の濃度の有機物、ミネラル、水によって形成された黒液は、蒸発器によって濃度が60%に上昇します。 その後、燃焼して熱を発生します。 灰は炭酸ナトリウムでできています。 その後、ソーダが回収されます。 収率45〜55%。
ホワイトニング
漂白の目的は、調理によって除去されなかったリグニンを除去することです。
従来の漂白
- 塩素消毒
- 抽出
- 二酸化塩素
- 抽出
- 二酸化塩素
- 各フェーズの間に洗浄フェーズがあります。
二酸化塩素の漂白
- 酸素による脱リグニン、次に調理、次に二酸化塩素による処理が適用されます。
オゾンブリーチング
- 分解+セルロース
- 白色度が90%を超える
- 抵抗損失の観点から許容できない結果
酵素の漂白
- 酵素と他の漂白剤
- はるかに優れた白色度
- 二酸化塩素を10〜15%削減
酸素化水漂白
- 化学-熱機械ペーストに使用される過酸化水素
デバッグ中
- 統合工場-パイプを介して送信されます。
- 非統合-カートンでは、パスタシートは輸送を容易にするために湿度10%で製造されています。
- 水が多ければ多いほど、真菌の可能性がある時間は少なくなります。
繊維はに分類されます
- 一次繊維
- 二次繊維
一次繊維
- それらは木または他の種類の植物から得られ、最初に使用される繊維です。 廃棄物からの製紙工場からのスクラップは一次繊維と見なされます。
パルパー:
- これは、パスタシートを振って繊維を個別化し、水中の乾物の6%から12%の水性懸濁液を調製する、下部にらせんを備えた容器です。
- 大きな破片の通過を許さない火格子に混合物を通過させることにより、装置を空にする。
- パルパーで使用される水は白で、工場自体からの再生水です(繊維とフィラーの含有量のために白です)。
- 長繊維と短繊維は別々にパルパーに配置されます。 それらは精製後まで混合されません。
ストリッパー:
- それらは、パルプからの粒子の細断が不十分であるという問題を解決するために使用されます。 デチッパーは、タインまたはプロジェクションが取り付けられたXNUMX枚のディスクで構成されています。
精製:
精製することにより、最も多様な種類と種類の紙を製造するという特徴が与えられます。 各論文には適切な改良が必要です。これらにはいくつかの種類があります。
- オランダのスタック
- 小角度コニカルリファイン
- 広角コニカルリファイン
- ディスクの改良
精製の種類に関係なく、基本的な操作は固定要素と回転要素の間で行われ、それらの間にペーストを渡します。
精製後、繊維は多かれ少なかれエネルギー作用を受け、次のような効果が得られます。
シェイクとシェイク:
- 繊維は水和しています
- こする。 繊維がほつれてフィブリルになる
- せん断-繊維の長さが短くなるか、切断されます。
- フィブリル化とは、フィブリルの放出とより微細な生成であり、比表面積が著しく増加し、破れの長さと紙の破裂が改善されます。
より高いフィブリル化+より高い次元の不安定性
精製操作は、ペーストが水を排出できるようにする脱水能力または相対速度を測定する装置によって、機械レベルで制御されます。 Shopper-Rieglerグレード(SRº)で測定され、値が高いほど、洗練度が高くなります。
より高度な精製=脱水がほとんどない
精製が少ない=脱水が多い
パスタが精製されたら、かき混ぜながら大きなバットに保管します。
二次繊維
- すでに少なくともXNUMXつの製造プロセスを経た繊維にはこの名前が付けられています。
- 彼らはの名前で知られています 論文、それらは一次のものと混合するか、100%二次にすることができます。
- 収集センターは大都市にあることが多く、工場への長い旅行はそれらを不経済にする可能性があります。
- 50%以上の回収が可能
パルパー
- 紙の崩壊剤として機能するだけでなく、ロープやワイヤーなどの不純物を除去するスクラバーとしても機能します。
- プロセスは破片で終了することができます
決定
それは、熱と論理的に関連する化学物質と、紙からインクを取り除くための機械的エネルギーの使用で作られています。
3製品:
- 洗剤:インクを取り除く
- 分散剤:インクが水から出て、再付着しないようにします。
- 発泡剤:インクの除去を容易にします。
脱墨プロセス
洗う運命
- 最古です
- 1〜10ミクロンサイズの粒子を除去するのに適しています
浮選が脱インク
- 最も使用されています
- 添加される化学薬品の目的は、インクの発泡と凝集です。
- 大きなインク粒子を除去し、繊維の損失が少ないため、洗浄よりも効果的です。
- あなたはその過程でより少ない水を必要とします
複合プロセス
- 洗浄は、小さなインク粒子と紙の負荷を取り除き、その後の浮選プロセスを改善するのに役立ちます。
酵素による運命
- 脱墨プロセスの新しいトレンド。 問題のXNUMXつは、高泡の発生です。
- 繊維の損失と抵抗があります
- それらは無期限にリサイクルすることはできず、3〜5回しか使用できません。
シート形成
- この瞬間から、製造はどの種類の紙でもまったく同じです。 違いは、その組成と仕上げによって与えられます。
- シート形成:ペーストフローを広く均一なシートに変換します。
ミキシングタブ
次のような用紙の種類に応じて、さまざまなコンポーネントが追加されます。
- 繊維
- 蛍光増白剤
- 荷重
- 遺伝子の添加物
- サイジング剤
デバッガー
不要な粒子が除去されます。
2種類
確率論的
- それらは、穴のあいたメッシュまたはスクリーンを通過する可能性に基づいて、かさばる粒子を除去します。
遠心力
- それらは、開いた下端から出てくるより重い粒子を分離する円錐体の内側のパスタの回転の遠心力を利用します。
通常、2つのシステムは、効率を高めるために組み合わされます。
ヘッドボックスまたはマシンヘッド
- 幅の広いシートと薄いシートを形成するための基本要素
- パスタ入口の一定で均一な流れが必要です。
マニホールド
- ボックス入口の全幅にわたってペーストの圧力と流れを一定にする装置。
- 膨張チャンバー:懸濁液中の繊維のより良い配置を助けます。
布地に到達する必要がある懸濁液または希釈ペーストの量は、次の目的で必要です。
- グラマージュを与える
- トレーニングを支援する
- 生産速度を追跡する
- 均一なプロファイルを取得する
これは規制されています:
- フロー(量)
- 一貫性(密度)
フラットテーブル
- 幅7または8メートル
- 脱水することで水分を取り除くのに役立ちます
- 生地には横方向の動きがあります 気管、繊維を配向し、代償不全を回避するため。
- マシンセンス:繊維方向
- 横方向:繊維に対して
- 古い機械:30〜40 m /分の速度
- 4〜5年前のもの:800〜900m /分の速度
- 現在:1300〜1400 m /分の速度(これらにはトレースがありません)
2テーブルタイプ
従来型:
- 布面:それに触れる紙の一部。 もっとラフ
- フェルトフェイス:上面。 より多くの負荷%に対してよりスムーズ
ダブルファブリック:
- それは吸引ボックスを通して脱水を上向きに向けることを可能にし、より対称的なシートを得る。 1400〜1500 m /分の速度
キャンバス
- ペーストの良好な分配を可能にする必要があります
- 排水
- 繊維の通過を防ぐ
- 繊維が付着しないようにする
- 簡単に洗えます
- 2種類:
- プラスチック:+価格+耐久性
- 脱水:それは水の除去です
脱水ローラー
- それらは生地を支え、水を取り除きます。 機械が300m /分を超える場合は使用されません
ホイル
- それらは回転しないバーで構成された要素であり、ファブリックはそれらの上をスライドします。
- それらは長持ちし、より進歩的です。
- これは、最初の排水ゾーンで最も一般的な要素です。
意欲的な箱
- よりエネルギッシュな行動
- ボイドはプログレッシブです
- ボックスの数は、マシンの長さによって異なります
- 真空ポンプで動作します。
サクションシリンダー
- テーブルの最後の排水要素
- 布の接触は湾曲しており、表面積がほとんどありません
- 生地の速度で回転する穴あきの金属ジャケットがあります
フォームキラーまたはダンディローラー
- 従来のテーブルでのみ運ばれる
- より滑らかで均一なブレードを実現するのに役立ちます
- 透かしを作ることができます
- ヘッドボックス—————- 99%水———————- 1%繊維状物質
- 布の端——————- 80%水—————– 20%繊維状物質
プレス
- 紙のウェットプレスはフェルトと接触して行われます。
- 湿度は80%から60%になります
必要に応じて
- 熱で残留水を取り除きます
- 1つの部分:2番目とXNUMX番目のドライ
- それらの間にシステムが配置され、紙に表面処理を施します
- 温度は70ºから120-130ºまで徐々に上昇します
- 繊維は幅20%、長さ1%〜2%のオーダーで収縮します。 これは内部の緊張を生み出します。
- 2番目のシーケンスの終わりに、ローラーはリフレッシュしています
表面処理
それらはいくつかあります:
- サイズプレス(最新)
- ゲート-ロール
- ビル-ブレード
サイズプレス
それは最も簡単です
それはバインダーの小さな層を適用することで構成されています。
- バインダーのみの場合=オフセット紙
- バインダー+顔料の場合=顔料紙
数量
- オフセット紙= 1-2 gr / m2
- 着色紙= 4-5 gr / m2
印刷性を向上させる
サイズプレスはプレコートされている場合があります
ゲートロール
- ソースは中間ローラーによってアプリケーターローラーに移されます
- より多くのレイヤーを適用できます
- 多くの場合、機械コート紙に使用されます
- 8〜10 gr / mの薄層2 顔ごと
ビルブレード
- 機械塗装に使用するシステム
- アプリケーションは、片側がブレードで、もう一方がローラーで行われます。
なめらか
- 金属ローラーで構成された機械(2から5)
- その機能は、紙を滑らかにし、紙の幅全体の厚さを調整することです。
- 彼らは輝きません
- 彼らは通常、冷却ローラーを追いかけます
- その効果は、接触線を通過する紙の圧力と通過回数に依存します。 NIPS.
ローマ法王
紙がスムースを通過すると、教皇と呼ばれる機械で巻き上げられ、XNUMXつの経路をたどることができます
- コート紙または機械コート紙———->仕上げ
- 機械から出た紙の場合は、コーティング機に送られます
コーターのヘッドに送られる液体は、不純物を除去するためにふるいにかけられます。
コーター
- 漆喰ソースをサポートに塗る機械です
コーティングされたスクレーパー
- それは最も一般的です
- それはローラーによって適用され、それは鋼板によって均等化され、投与されます
- 2種類のブレード:リジッド(90ºベベル)またはフレキシブル(45ºエクストリームエッジ)
- 堅いものは12-13gr / mの間を与えます2 スタッコソース
- 柔軟性は22〜23 gr / mを与えます2 スタッコソース
- それらは600-700m /分の速度で動作できます。 現在、1200m /分で動作するマシンがありますが。
- 紙の滑らかさは、紙の滑らかさが良くなるほど少なくなります。
コーティングされたブロワーリップ
- 余分な液体はローラーによって適用され、次に加圧空気によって除去されます
- 20〜40 gr / m2
- 350メートル/分以下
- 低粘度ソース
- スクレーパーほど完璧ではない
コーティング材の調製には、
- 調理用タンク
- 生地の成分を分散させて均質化するためのスターラー
- デバッグするフィルター
- リザーブデポジット
- スタッコを移すためのポンプ
コンポーネントの組み合わせ
顔料について:
- バインダー
- 消泡剤
次のような添加剤:
- 着色剤
- 殺菌剤
- 潤滑剤
- 蛍光増白剤
- 抵抗性樹脂
高光沢コーティング
- キャストコーティングとして知られています
- XNUMXつの特許:
ウォーレンシステム
- ブロワーリップによるスタッコ塗布
- それは非常にスムーズなサポートがあることを意味します
- スタッコを塗る->プレドライ(赤外線)——-> 180°クロームシリンダー
- クロームシリンダーから非常に乾燥して出てくるのでコンディショニング
チャンピオンシステム
- スタッコアプリケーション——–> 80°クロームシリンダー
- どちらの場合も、このタイプのスタッコは片側だけで行われます。 両方が必要な場合は、XNUMXつをXNUMXつの面と対比することによって行われます。
優れた記事
繊維紙の研究は補完的なものになるでしょう