
ತಿಳಿಯಲು ಕಾಗದವನ್ನು ಹೇಗೆ ತಯಾರಿಸಲಾಗುತ್ತದೆಎಲ್ಲಿ, ಹೇಗೆ ಮತ್ತು ಯಾರು ಅದನ್ನು ಕಂಡುಹಿಡಿದರು ಮತ್ತು ವರ್ಷಗಳಲ್ಲಿ ಅದರ ರೂಪಾಂತರಗಳು ಯಾವುವು ಎಂಬುದನ್ನು ನೀವು ತಿಳಿದಿರಬೇಕು. ಪ್ರತಿಯೊಬ್ಬ ಉತ್ತಮ ಡಿಸೈನರ್ ತಿಳಿದಿರಬೇಕು ಇದು ಯಾವುದರಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ ಅವರ ಕೆಲಸವನ್ನು ನೋಡುವ ಮಾಧ್ಯಮ.
ಕ್ರಿ.ಪೂ XNUMX ನೇ ಶತಮಾನದ ಆರಂಭದಲ್ಲಿ ಹಾನ್ ಹ್ಸಿನ್ ಅವರು ಚೀನಾದಲ್ಲಿ ಕಂಡುಹಿಡಿದರು. ಅಗ್ಗದ ಬಟ್ಟೆಯ ತುಣುಕನ್ನು ಆವಿಷ್ಕರಿಸುವುದು ಮೊದಲ ಉಪಾಯವಾಗಿತ್ತು. ತ್ಸೈ ಲುಮ್ ಆವಿಷ್ಕಾರವನ್ನು ನೆನಪಿಸಿಕೊಂಡರು ಹಾನ್ ಹ್ಸಿನ್ ಮತ್ತು ನೂಲಿನ ನಾರುಗಳನ್ನು ಬಂಧಿಸಲು ಮತ್ತು ಅವುಗಳನ್ನು ಜಲನಿರೋಧಕವಾಗಿಸಲು ಅವನು ಏನನ್ನಾದರೂ ಕಳೆದುಕೊಂಡಿರುವುದನ್ನು ಅವನು ಕಂಡುಕೊಂಡನು (ಇದನ್ನು ಪಾಚಿಗಳನ್ನು ಕುದಿಸುವ ಮೂಲಕ ಸಾಧಿಸಲಾಯಿತು ಅಗರ್ ಅಗರ್ ಮತ್ತು ಜೆಲಾಟಿನ್ ಬಳಸಿ ಅದು ಬಿಟ್ಟುಕೊಟ್ಟಿತು. ದಿ ಸ್ಪೇನ್ನ ಹಳೆಯ ದಾಖಲೆ ಅವನ "ಮೊಜರಾಬಿಕ್ ಮಿಸ್ಸಲ್ » ದಿನಾಂಕ 1040-1050, ಇದನ್ನು ಸಿಲೋಸ್ ಮಠದಲ್ಲಿ ಸಂರಕ್ಷಿಸಲಾಗಿದೆ.
ವಿಕಸನ
- 1450 ಗುಟೆನ್ಬರ್ಗ್ ಪ್ರಿಂಟಿಂಗ್ ಪ್ರೆಸ್ ಅನ್ನು ಕಂಡುಹಿಡಿದನು.
- 1670 ಮತ್ತು 1680 ಡಚ್ ರಾಶಿಯನ್ನು ಕಂಡುಹಿಡಿಯಲಾಯಿತು, ಅದು ಹಳೆಯ ಬಟ್ಟೆಗಳನ್ನು ಚೂರುಚೂರು ಮಾಡುತ್ತದೆ ಮತ್ತು ವಿಸ್ತರಣೆ ಒಂದೊಂದಾಗಿತ್ತು.
- 1789 ಲೂಯಿಸ್ ನಿಕೋಲಸ್ ರಾಬರ್ಟ್- ನಿರಂತರ ಟೇಪ್ ಮೂಲಕ ಕಾಗದದ ಉದ್ದನೆಯ ಪಟ್ಟಿಗಳನ್ನು ಮಾಡುವ ಯಂತ್ರವನ್ನು ಕಂಡುಹಿಡಿದನು.
- 1807 ಕಾಯೋಲಿನ್ ಅನ್ನು ಫಿಲ್ಲರ್ ಆಗಿ ಬಳಸುವುದು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ.
- 1874 ಬೈಸಲ್ಫೈಟ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪರಿಚಯಿಸುತ್ತದೆ.
- 1884 ಸಲ್ಫೇಟ್ ಅಥವಾ ಕ್ರಾಫ್ಟ್ ಪ್ರಕ್ರಿಯೆಯು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ.
ಕಾಗದದ ವಸ್ತುಗಳು
ಕಾಗದ ತಯಾರಿಸಲು ಕಚ್ಚಾ ವಸ್ತುಗಳು ಹೀಗಿವೆ:
- ನಾರುಗಳು
- ಭರ್ತಿಸಾಮಾಗ್ರಿ ಮತ್ತು ವರ್ಣದ್ರವ್ಯಗಳು
- ಸೇರ್ಪಡೆಗಳು
ನಾರುಗಳು
- ಮರದ ನಾರುಗಳು
- ಮರದಲ್ಲದ ನಾರುಗಳು
- ಸಂಶ್ಲೇಷಿತ ನಾರುಗಳು
ಮರದ ನಾರುಗಳು
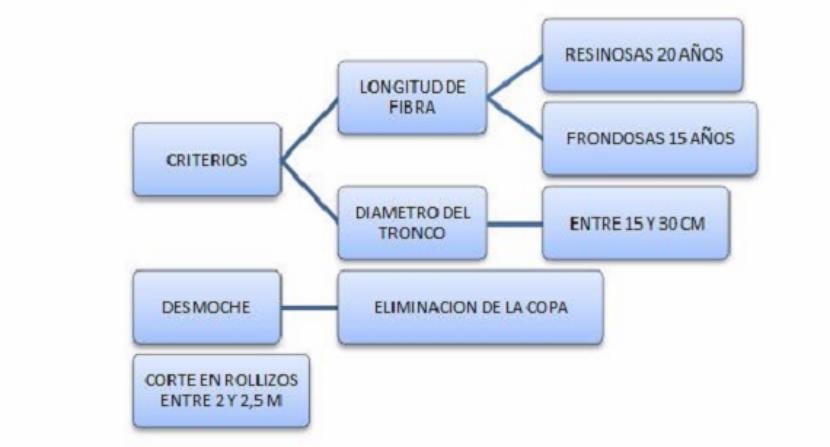
ದೀರ್ಘಕಾಲಿಕ ಅಥವಾ ರಾಳದ ಮರಗಳು
- ಪೈನ್ ಅದರ ಎಲ್ಲಾ ಪ್ರಭೇದಗಳಲ್ಲಿ ಮತ್ತು ಫರ್
- 2 ರಿಂದ 4 ಮಿಮೀ ನಡುವಿನ ಸರಾಸರಿ ಉದ್ದ, ಇನ್ನೂ ಉದ್ದವಾಗಿದೆ
- ಕಡಿಮೆ ವ್ಯಾಕರಣ ಪತ್ರಿಕೆಗಳಿಗೆ ಹೆಚ್ಚಿನ ಪ್ರತಿರೋಧ
ಪತನಶೀಲ ಅಥವಾ ಎಲೆಗಳ ಮರಗಳು
- ನೀಲಗಿರಿ, ಬೀಚ್ ಮತ್ತು ಬಿರ್ಚ್
- 1 ಮಿಮೀ ಮಧ್ಯಮ ಉದ್ದ
- ಇದರ ನಾರುಗಳು ಮೃದುತ್ವ ಮತ್ತು ಉತ್ತಮ ಕಾಗದದ ಹಾಳೆಯ ರಚನೆಯನ್ನು ಒದಗಿಸುತ್ತವೆ
- ವ್ಯಾಕರಣ ಹೆಚ್ಚಾದಂತೆ ಕಾಗದದ ಮೇಲೆ ಅದರ% ಹೆಚ್ಚಾಗುತ್ತದೆ, 100 gr / m ಗಿಂತ ಹೆಚ್ಚಿನ ಕಾಗದಗಳಲ್ಲಿ 150% ತಲುಪಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ2.
ಮರದಲ್ಲದ ನಾರುಗಳು
ಅವು ಕಬ್ಬು ಮತ್ತು ಏಕದಳ ಸ್ಟ್ರಾಗಳು, ಸೆಣಬಿನ, ಎಸ್ಪಾರ್ಟೊ, ಹತ್ತಿ ಮತ್ತು ಅಗಸೆಗಳ ಬಾಗಾಸೆ ಆಗಿರಬಹುದು.
ಫೈಬರ್ ಉದ್ದ:
- ರಾಳದ ————————- 4 ಮಿ.ಮೀ.
- ಎಲೆ ————————- 1,5 ಮಿ.ಮೀ.
- ಬಾಗಸ್ಸೆ —————————– 1,7 ಮಿ.ಮೀ.
- ಗೋಧಿ ಮತ್ತು ಬಾರ್ಲಿ —————— 1,5 ಮಿ.ಮೀ.
- ಎಸ್ಪಾರ್ಟೊ ————————— 1,1 ಮಿ.ಮೀ.
- ಒಣಹುಲ್ಲಿನ ಮತ್ತು ಅಕ್ಕಿ ———————- 0,5 ಮಿ.ಮೀ.
- ಹತ್ತಿ ————————– 30 ಮಿ.ಮೀ.
ಸಂಶ್ಲೇಷಿತ ನಾರುಗಳು
- ಗ್ರಾಫಿಕ್ ಉತ್ಪನ್ನಗಳ ತಯಾರಿಕೆ
- ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಕರಗಿದ ಪಾಲಿಥಿಲೀನ್
ನಾರುರಹಿತ ವಸ್ತುಗಳು
ಉತ್ಪನ್ನಗಳು ಅಜೈವಿಕ ಅದು ಕೆಲವೊಮ್ಮೆ ದೊಡ್ಡ ಪ್ರಮಾಣದಲ್ಲಿ ಕಾಗದದ ಭಾಗವಾಗುತ್ತದೆ.
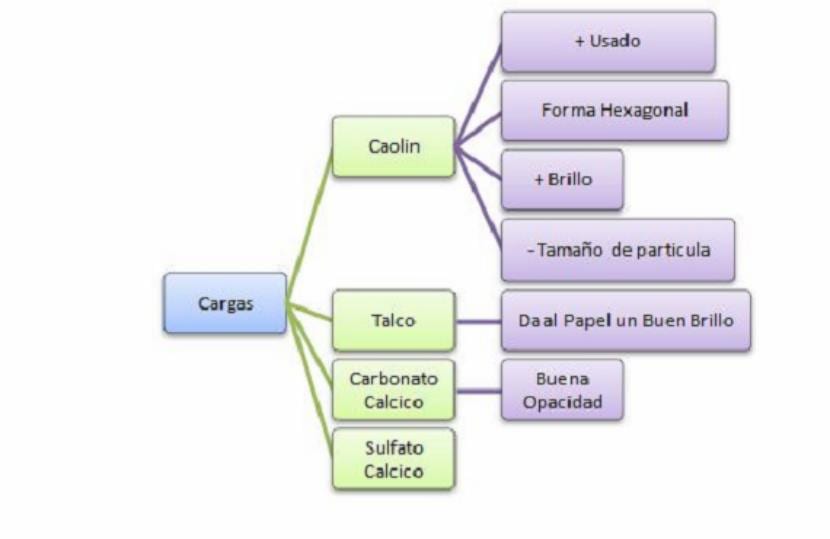
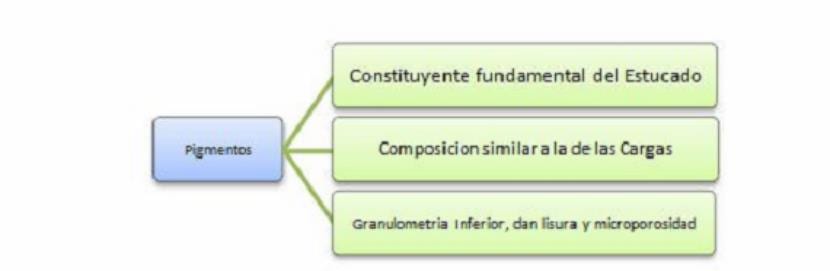
ಶುಲ್ಕಗಳು ಮತ್ತು ವರ್ಣದ್ರವ್ಯಗಳ ಪರಿಣಾಮ
- ಬಿಳುಪು ಮತ್ತು ಅಪಾರದರ್ಶಕತೆ (ವಕ್ರೀಕಾರಕ ಸೂಚ್ಯಂಕ)
- ಇದರ ಸಾಂದ್ರತೆ - ಹೆಚ್ಚು ಹೊರೆ, ಹೆಚ್ಚು ವ್ಯಾಕರಣ
- ದ್ರವ ಹೀರಿಕೊಳ್ಳುವಿಕೆ - ಶಾಯಿ ವರ್ಗಾವಣೆಯನ್ನು ತಡೆಯುತ್ತದೆ
- ಜ್ಯಾಮಿತೀಯ ಆಕಾರ- ಉಪಸ್ಥಿತಿಯು ಅದರ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಕುಂಠಿತಗೊಳಿಸುತ್ತದೆ.
ಮರದ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ
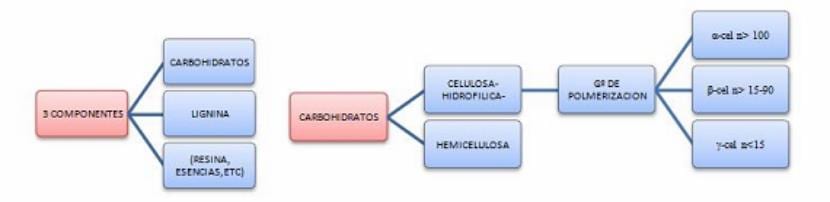
ಹೋಲೋಸೆಲ್ಯುಲೋಸ್: ಸೆಲ್ಯುಲೋಸ್ + ಹೆಮಿಸೆಲ್ಯುಲೋಸ್
ಲಿಗ್ನಿನ್: ಇದು ಬಹಳ ಸಂಕೀರ್ಣವಾದ ರಾಸಾಯನಿಕ ಸಂಯುಕ್ತವಾಗಿದ್ದು, ಎಳೆಗಳನ್ನು ಬಿಗಿಯಾಗಿ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುತ್ತದೆ.
ಬಿಳುಪು: ಇದು ಬೆಳಕಿನ ಗೋಚರ ವರ್ಣಪಟಲವಾಗಿದೆ.
ಇತರ ಉತ್ಪನ್ನಗಳು:
| ರೆಸಿನೋಸ್ | ಸೊಂಪಾದ | |
| ಲಿಗ್ನಿನ್ | 25 -30% | 18 -30% |
| ಸೆಲ್ಯುಲೋಸ್ | 40 - 45% | 45 - 50% |
| ಹೆಮಿಸೆಲ್ಯುಲೋಸ್ | 10 -15% | 20 - 30% |
| ರಾಳಗಳು | 4% | 1,5 - 2% |
ಮರದ ತಯಾರಿಕೆ
ಡಿಬಾರ್ಕ್ ಮಾಡಲಾಗಿದೆ
- ಅದನ್ನು ತೆಗೆದುಹಾಕುವುದು ಅವಶ್ಯಕ
- ಇದು ಯಾವುದೇ ನಾರಿನ ಪಾತ್ರವನ್ನು ಹೊಂದಿಲ್ಲ
- ಕಾರಕಗಳು ಮತ್ತು ಶಕ್ತಿಯನ್ನು ಸೇವಿಸಿ
- ಪಾಸ್ಟಾವನ್ನು ಕೊಳಕು ಮಾಡಿ
- ಮುಖ್ಯ ಮಧ್ಯಮ- ಡಿಬಾರ್ಕರ್ ಡ್ರಮ್
ಮರದ ಸಂಗ್ರಹ
- 25 ರಿಂದ 55% ತೇವಾಂಶದ ನಡುವೆ
- 25 ರಿಂದ 35º ತಾಪಮಾನದ ನಡುವೆ
- ರಾಳದ - ಒಂದು ವರ್ಷಕ್ಕಿಂತ ಹೆಚ್ಚಿಲ್ಲ
- ಎಲೆ - ಗುಣಮಟ್ಟದ ನಷ್ಟವನ್ನು ತಪ್ಪಿಸಲು 2 ರಿಂದ 6 ತಿಂಗಳ ನಡುವೆ
ಚಿಪ್ ಮಾಡಲಾಗಿದೆ
ಡಿಬಾರ್ಕ್ ಮಾಡಿದ ನಂತರ ಲಾಗ್ಗಳನ್ನು ಚಿಪ್ಗಳಿಗೆ ಇಳಿಸಲಾಗುತ್ತದೆ ಅಥವಾ ಚಿಪ್ಸ್ ರಾಸಾಯನಿಕ, ಅರೆ-ರಾಸಾಯನಿಕ ಮತ್ತು ಯಾಂತ್ರಿಕ ಸಂಸ್ಕರಣೆಯಂತಹ ಕೆಲವು ಪೇಸ್ಟ್ಗಳನ್ನು ರಚಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ. ಚಿಪ್ನ ಗಾತ್ರವು ಗುಂಡಿನ ಬಳಕೆಯಲ್ಲಿ ಬಳಸುವ ಕಾರಕಗಳ ಒಳಸೇರಿಸುವಿಕೆಗೆ ಸಂಬಂಧಿಸಿದೆ.
ಯಾಂತ್ರಿಕ ಪೇಸ್ಟ್
ಕ್ಲಾಸಿಕ್ ಮೆಕ್ಯಾನಿಕಲ್ ಪಾಸ್ಟಾ
- ಕತ್ತರಿಸದ ಮರದ ದಾಖಲೆಗಳಿಂದ
- ಸಾಮಾನ್ಯವಾಗಿ ರಾಳ
- ಸಿಲಿಂಡರಾಕಾರದ ಗ್ರೈಂಡಿಂಗ್ ಚಕ್ರ, ಅಪಘರ್ಷಕ ಮೇಲ್ಮೈ, ನಿರಂತರವಾಗಿ ತೇವವಾಗಿರುತ್ತದೆ.
ನೀರು
- ಸುಡುವುದನ್ನು ತಡೆಯಿರಿ
- ರುಬ್ಬುವ ಚಕ್ರವನ್ನು ಸ್ವಚ್ Clean ಗೊಳಿಸಿ
- ನಾರುಗಳನ್ನು ಸಾಗಿಸಿ
2 ವಿಧಗಳು:
- ಮುಂದುವರಿಯುವುದು: ವಾರೆನ್ ಡಿ ಕ್ಯಾಡೆನಾ
- ಡ್ಯಾಶ್ಡ್: ಗ್ರೇಟ್ ನಾರ್ಥನ್
ಪ್ರಯೋಜನಗಳು:
- ಹೆಚ್ಚಿನ ಕಾರ್ಯಕ್ಷಮತೆ (95%)
- ಉತ್ತಮ ಕೈ ಗುಣಲಕ್ಷಣಗಳು (
ಅನಾನುಕೂಲಗಳು:
- ಕಷ್ಟ ಬ್ಲೀಚಿಂಗ್
- ಕಡಿಮೆ ಬಿಳುಪು <80%
- ಫೈಬರ್ ಗೋಡೆಗೆ ಹಾನಿ ಮಾಡುತ್ತದೆ
ಯಾಂತ್ರಿಕ ತಿರುಳನ್ನು ಚಿಪಿಂಗ್ ಅಥವಾ ಪರಿಷ್ಕರಿಸುವುದು:
- ಡಿಸ್ಕ್ red ೇದಕ, ಉತ್ತಮ ಗುಣಮಟ್ಟದ ತಿರುಳು
- ಉತ್ತಮ ದೈಹಿಕ ಗುಣಲಕ್ಷಣಗಳು
ವೆಂಜಜಸ್:
- ತಿರಸ್ಕರಿಸಿದ ಮರವನ್ನು ಬಳಸುವ ಸಾಧ್ಯತೆ
- ಗಟ್ಟಿಮರದ ಬಳಸುವ ಸಾಧ್ಯತೆ
- ಏಕರೂಪದ ಗುಣಮಟ್ಟದ ಪೇಸ್ಟ್
ಅನಾನುಕೂಲಗಳು:
- ಹೆಚ್ಚಿನ ಹೂಡಿಕೆ
- ಹೆಚ್ಚಿನ ಶಕ್ತಿಯ ಬಳಕೆ
- ಹೆಚ್ಚಿನ ನಿರ್ವಹಣೆ ವೆಚ್ಚ
ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ಪೇಸ್ಟ್
- ಚಿಪ್ ಪೇಸ್ಟ್ನ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಸುಧಾರಿಸಲಾಗಿದೆ
- ಇದಕ್ಕಾಗಿ, ಚಿಪ್ಗಳನ್ನು ಸಂಸ್ಕರಿಸುವ ಡಿಸ್ಕ್ಗೆ ಪರಿಚಯಿಸುವ ಮೊದಲು ಅವುಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ಉಗಿಯನ್ನು ಪರಿಚಯಿಸಲಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಮೃದುವಾಗುತ್ತದೆ ಲಿಗ್ನಿನ್ ಮತ್ತು ಎಳೆಗಳ ಶಕ್ತಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ವಯಸ್ಸಾಗಲು ಮತ್ತು ಹಳದಿ ಬಣ್ಣಕ್ಕೆ ತಿರುಗುವ ಪ್ರವೃತ್ತಿ
- ಹೆಚ್ಚಿನ ಅಪಾರದರ್ಶಕತೆ. ಕಡಿಮೆ ತೂಕದ ಕಾಗದಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ.
ರಾಸಾಯನಿಕ-ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ಪೇಸ್ಟ್
- ಹೆಚ್ಚಿನ ಸಾಧನೆ
- ಸಾಂಪ್ರದಾಯಿಕ ಯಾಂತ್ರಿಕ ಪೇಸ್ಟ್ಗಳಿಗಿಂತ ಉತ್ತಮ ಭೌತಿಕ ಪರಿಸ್ಥಿತಿಗಳು
- ಚಿಪ್ಸ್ ಗಾತ್ರದಲ್ಲಿ ಕಡಿಮೆಯಾಗಿದೆ, ನಂತರ ಡೈಜೆಸ್ಟರ್ನಲ್ಲಿ 60 ರಿಂದ 80º Tº ನಲ್ಲಿ ಸೋಡಾ ಇರುವಲ್ಲಿ, 3 ಗಂಟೆಗಳ ಕಾಲ. (ರಾಸಾಯನಿಕ ಪೇಸ್ಟ್ನ ಸಂದರ್ಭದಲ್ಲಿ, ಇದನ್ನು ಹೆಚ್ಚು ಸಮಯ ಮತ್ತು ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ಬೇಯಿಸಲಾಗುತ್ತದೆ).
ರಾಸಾಯನಿಕ ಪೇಸ್ಟ್
- ಲಿಗ್ನಿನ್ ತೆಗೆಯುವಿಕೆಯ ಮಟ್ಟವು ಮರದ ಗುಂಡಿನ ಚಿಕಿತ್ಸೆಯನ್ನು ಹೆಚ್ಚು ತೀವ್ರಗೊಳಿಸುತ್ತದೆ.
2 ವ್ಯವಸ್ಥೆಗಳು:
- ಅಲ್ ಬಿಸಲ್ಫೈಟ್
- ಕ್ರಾಫ್ಟ್
ಬಿಸಲ್ಫೈಟ್
- 1874 ರಲ್ಲಿ ಸ್ವೀಡನ್ನಲ್ಲಿ ರಚಿಸಲಾಗಿದೆ
- ಅಡುಗೆ ಮದ್ಯವು ಕ್ಯಾಲ್ಸಿಯಂ, ಮೆಗ್ನೀಸಿಯಮ್ ಅಥವಾ ಅಮೋನಿಯಂ ಬೇಸ್ ಹೊಂದಿರುವ ಬೈಸಲ್ಫೈಟ್ ಆಗಿದೆ.
- 130º ಮತ್ತು 140º ನಡುವಿನ ಅಡುಗೆ ತಾಪಮಾನ
- 6 ರಿಂದ 8 ಗಂಟೆಗಳ ನಡುವೆ ಅಡುಗೆ ಸಮಯ
- ಡಿಲೀನಿಫಿಕೇಷನ್ ಸರಳವಾಗಿದೆ ಮತ್ತು ಗಾಜಿನಂತಹ ಕಾಗದಗಳಿಗೆ ಸೂಕ್ತವಾದ ಹೆಮಿಸೆಲ್ಯುಲೋಸ್ಗಳಲ್ಲಿ ಸಮೃದ್ಧವಾಗಿರುವ ಪೇಸ್ಟ್ಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.
- ಯಾವುದೇ ರಾಸಾಯನಿಕ ಚೇತರಿಕೆ ಹೊಂದಿಲ್ಲ
- 45 ರಿಂದ 55% ನಡುವಿನ ಇಳುವರಿ
ಕ್ರಾಫ್ಟ್
- ಮರುಪಡೆಯುವಿಕೆ ಬಾಯ್ಲರ್ ಅನ್ನು ಸಂಯೋಜಿಸಲು ಉತ್ತಮ ವರ್ಧಕ.

ಮರುಪಡೆಯುವಿಕೆ ಪ್ರಕ್ರಿಯೆ
ಸಾವಯವ ವಸ್ತು, ಖನಿಜ ಮತ್ತು ನೀರಿನಿಂದ 18 ರಿಂದ 20% ಸಾಂದ್ರತೆಯಲ್ಲಿ ರೂಪುಗೊಳ್ಳುವ ಕಪ್ಪು ಮದ್ಯಗಳು, ಆವಿಯಾಗುವಿಕೆಯಿಂದ ಸಾಂದ್ರತೆಯನ್ನು 60% ಕ್ಕೆ ಹೆಚ್ಚಿಸಲಾಗುತ್ತದೆ. ನಂತರ ಅದನ್ನು ಶಾಖವನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ. ಚಿತಾಭಸ್ಮವನ್ನು ಸೋಡಿಯಂ ಕಾರ್ಬೋನೇಟ್ನಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ನಂತರ, ಸೋಡಾವನ್ನು ಮರುಪಡೆಯಲಾಗುತ್ತದೆ. ಇಳುವರಿ 45 ರಿಂದ 55%.
ಬಿಳಿಮಾಡುವಿಕೆ
ಬ್ಲೀಚಿಂಗ್ನ ಉದ್ದೇಶವೆಂದರೆ ಅಡುಗೆಯಿಂದ ತೆಗೆಯದ ಲಿಗ್ನಿನ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದು.
ಸಾಂಪ್ರದಾಯಿಕ ಬ್ಲೀಚಿಂಗ್
- ಕ್ಲೋರಿನೀಕರಣ
- ಹೊರತೆಗೆಯುವಿಕೆ
- ಕ್ಲೋರಿನ್ ಡೈಆಕ್ಸೈಡ್
- ಹೊರತೆಗೆಯುವಿಕೆ
- ಕ್ಲೋರಿನ್ ಡೈಆಕ್ಸೈಡ್
- ಪ್ರತಿ ಹಂತದ ನಡುವೆ ತೊಳೆಯುವ ಹಂತವಿದೆ.
ಕ್ಲೋರಿನ್ ಡೈಆಕ್ಸೈಡ್ ಬ್ಲೀಚಿಂಗ್
- ಆಮ್ಲಜನಕದಿಂದ ಡೆಸ್ಲಿಗ್ನಿಫಿಕೇಷನ್, ನಂತರ ಅದನ್ನು ಬೇಯಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ಕ್ಲೋರಿನ್ ಡೈಆಕ್ಸೈಡ್ನೊಂದಿಗೆ ಚಿಕಿತ್ಸೆಯನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.
ಓ z ೋನ್ ಬ್ಲೀಚಿಂಗ್
- ಅವನತಿ + ಸೆಲ್ಯುಲೋಸ್
- 90% ಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ಬಿಳುಪು
- ಪ್ರತಿರೋಧ ನಷ್ಟದ ದೃಷ್ಟಿಯಿಂದ ಸ್ವೀಕಾರಾರ್ಹವಲ್ಲದ ಫಲಿತಾಂಶಗಳು
ಕಿಣ್ವ ಬ್ಲೀಚಿಂಗ್
- ಕಿಣ್ವಗಳು ಮತ್ತು ಇತರ ಬ್ಲೀಚ್ಗಳು
- ಹೆಚ್ಚು ಉತ್ತಮವಾದ ಬಿಳುಪು
- ಕ್ಲೋರಿನ್ ಡೈಆಕ್ಸೈಡ್ ಕಡಿತ 10-15%
ಆಮ್ಲಜನಕಯುಕ್ತ ನೀರಿನ ಬ್ಲೀಚಿಂಗ್
- ಹೈಡ್ರೋಜನ್ ಪೆರಾಕ್ಸೈಡ್, ರಾಸಾಯನಿಕ-ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ಪೇಸ್ಟ್ಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ
ಅವಧಿ
- ಸಂಯೋಜಿತ ಕಾರ್ಖಾನೆ - ಇದನ್ನು ಕೊಳವೆಗಳ ಮೂಲಕ ಕಳುಹಿಸಲಾಗುತ್ತದೆ.
- ಸಂಯೋಜಿತವಲ್ಲದ - ಪೆಟ್ಟಿಗೆಯಲ್ಲಿ, ಸಾಗಣೆಗೆ ಅನುಕೂಲವಾಗುವಂತೆ ಪಾಸ್ಟಾ ಹಾಳೆಗಳನ್ನು 10% ತೇವಾಂಶದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
- ಹೆಚ್ಚು ನೀರು, ಸಂಭವನೀಯ ಶಿಲೀಂಧ್ರಗಳಿಗೆ ಕಡಿಮೆ ಸಮಯ.
ಫೈಬರ್ಗಳನ್ನು ವರ್ಗೀಕರಿಸಲಾಗಿದೆ
- ಪ್ರಾಥಮಿಕ ನಾರುಗಳು
- ದ್ವಿತೀಯ ನಾರುಗಳು
ಪ್ರಾಥಮಿಕ ನಾರುಗಳು
- ಅವುಗಳನ್ನು ಮರ ಅಥವಾ ಇತರ ರೀತಿಯ ತರಕಾರಿ ಸಸ್ಯಗಳಿಂದ ಪಡೆಯಲಾಗುತ್ತದೆ, ಅವು ಮೊದಲ ಬಳಕೆಯ ನಾರುಗಳಾಗಿವೆ. ತ್ಯಾಜ್ಯದಿಂದ ಪೇಪರ್ ಗಿರಣಿಗಳಿಂದ ಸ್ಕ್ರ್ಯಾಪ್ಗಳನ್ನು ಪ್ರಾಥಮಿಕ ನಾರುಗಳಾಗಿ ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ.
ಪಲ್ಪರ್:
- ಇದು ಅದರ ಕೆಳಭಾಗದಲ್ಲಿ ಹೆಲಿಕ್ಸ್ ಹೊಂದಿರುವ ಕಂಟೇನರ್ ಆಗಿದ್ದು ಅದು ಪಾಸ್ಟಾ ಹಾಳೆಗಳನ್ನು ಪ್ರಚೋದಿಸುತ್ತದೆ ಮತ್ತು ಎಳೆಗಳನ್ನು ಪ್ರತ್ಯೇಕಿಸುತ್ತದೆ, ನೀರಿನಲ್ಲಿ 6% ಮತ್ತು 12% ಒಣ ಪದಾರ್ಥಗಳ ನಡುವೆ ಜಲೀಯ ಅಮಾನತು ಸಿದ್ಧಪಡಿಸುತ್ತದೆ.
- ದೊಡ್ಡ ತುಣುಕುಗಳನ್ನು ಹಾದುಹೋಗಲು ಅನುಮತಿಸದ ತುರಿಯುವಿಕೆಯ ಮೂಲಕ ಮಿಶ್ರಣವನ್ನು ಹಾದುಹೋಗುವ ಮೂಲಕ ಉಪಕರಣವನ್ನು ಖಾಲಿ ಮಾಡಲಾಗುತ್ತದೆ.
- ಪಲ್ಪರ್ನಲ್ಲಿ ಬಳಸುವ ನೀರು ಬಿಳಿ, ಇದು ಕಾರ್ಖಾನೆಯಿಂದಲೇ ಮರುಬಳಕೆಯಾಗುವ ನೀರು (ಎಳೆಗಳು ಮತ್ತು ಭರ್ತಿಸಾಮಾಗ್ರಿಗಳ ಅಂಶದಿಂದಾಗಿ ಇದು ಬಿಳಿಯಾಗಿರುತ್ತದೆ).
- ಉದ್ದ ಮತ್ತು ಸಣ್ಣ ನಾರುಗಳನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ತಿರುಳಿನಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ. ಸಂಸ್ಕರಿಸಿದ ನಂತರ ಅವು ಮಿಶ್ರಣವಾಗುವುದಿಲ್ಲ.
ಸ್ಟ್ರಿಪ್ಪರ್ಸ್:
- ತಿರುಳಿನಿಂದ ಕಳಪೆ ಚೂರುಚೂರು ಕಣಗಳ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸಲು ಅವುಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಡಿ-ಚಿಪ್ಪರ್ ಟೈನ್ಗಳು ಅಥವಾ ಪ್ರಕ್ಷೇಪಗಳೊಂದಿಗೆ ಅಳವಡಿಸಲಾದ ಎರಡು ಡಿಸ್ಕ್ಗಳಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ.
ಸಂಸ್ಕರಣೆ:
ಪರಿಷ್ಕರಿಸುವ ಮೂಲಕ ಹೆಚ್ಚು ವೈವಿಧ್ಯಮಯ ಪ್ರಕಾರಗಳನ್ನು ಮತ್ತು ಕಾಗದವನ್ನು ಉತ್ಪಾದಿಸುವ ಗುಣಲಕ್ಷಣಗಳನ್ನು ನೀಡಲಾಗುತ್ತದೆ. ಪ್ರತಿಯೊಂದು ಕಾಗದಕ್ಕೂ ಸೂಕ್ತವಾದ ಪರಿಷ್ಕರಣೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ, ಇವು ಕೆಲವು ವಿಧಗಳಾಗಿವೆ:
- ಡಚ್ ಸ್ಟ್ಯಾಕ್
- ಸಣ್ಣ ಕೋನ ಶಂಕುವಿನಾಕಾರದ ಪರಿಷ್ಕರಣೆಗಳು
- ವೈಡ್ ಆಂಗಲ್ ಶಂಕುವಿನಾಕಾರದ ಪರಿಷ್ಕರಣೆಗಳು
- ಡಿಸ್ಕ್ ಪರಿಷ್ಕರಣೆ
ಯಾವುದೇ ರೀತಿಯ ಸಂಸ್ಕರಣೆಯಾಗಿದ್ದರೂ, ಮೂಲ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಸ್ಥಿರ ಅಂಶ ಮತ್ತು ಇನ್ನೊಂದನ್ನು ತಿರುಗಿಸುವ ನಡುವೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಅವುಗಳ ನಡುವೆ ಪೇಸ್ಟ್ ಅನ್ನು ಹಾದುಹೋಗುತ್ತದೆ.
ಪರಿಷ್ಕರಿಸಿದ ನಂತರ, ಎಳೆಗಳನ್ನು ಹೆಚ್ಚು ಅಥವಾ ಕಡಿಮೆ ಶಕ್ತಿಯುತ ಕ್ರಿಯೆಗೆ ಒಳಪಡಿಸಲಾಗುತ್ತದೆ, ಅದು ಪರಿಣಾಮವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ:
ಅಲುಗಾಡಿಸಿ ಮತ್ತು ಅಲುಗಾಡಿಸಿ:
- ಫೈಬರ್ ಹೈಡ್ರೀಕರಿಸಲ್ಪಟ್ಟಿದೆ
- ರಬ್. ಫೈಬರ್ ಫೈಬ್ರಿಲ್ಗಳಾಗಿ ಹರಿಯುತ್ತದೆ
- ಶಿಯರ್- ಫೈಬರ್ ಉದ್ದ ಅಥವಾ ಕಡಿತಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ.
- ಫೈಬ್ರಿಲೇಷನ್ ಎನ್ನುವುದು ಫೈಬ್ರಿಲ್ಗಳ ಬಿಡುಗಡೆ ಮತ್ತು ಸೂಕ್ಷ್ಮ ಉತ್ಪಾದನೆಯು ನಿರ್ದಿಷ್ಟ ಮೇಲ್ಮೈ ವಿಸ್ತೀರ್ಣದಲ್ಲಿ ಗಮನಾರ್ಹ ಹೆಚ್ಚಳಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ, ಕಣ್ಣೀರಿನ ಉದ್ದ ಮತ್ತು ಕಾಗದದ ಸಿಡಿತವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಕಂಪನ + ಹೆಚ್ಚಿನ ಆಯಾಮದ ಅಸ್ಥಿರತೆ
ಸಂಸ್ಕರಣಾ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಯಂತ್ರದ ಮಟ್ಟದಲ್ಲಿ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ, ಇದು ಡ್ಯೂಟರಿಂಗ್ ಸಾಮರ್ಥ್ಯ ಅಥವಾ ಸಾಪೇಕ್ಷ ವೇಗವನ್ನು ಅಳೆಯುವ ಸಾಧನದ ಮೂಲಕ ಪೇಸ್ಟ್ ನೀರನ್ನು ಹರಿಸುತ್ತವೆ. ಇದನ್ನು ಶಾಪರ್ಸ್-ರೈಗ್ಲರ್ ಶ್ರೇಣಿಗಳಲ್ಲಿ (ಎಸ್ಆರ್º) ಅಳೆಯಲಾಗುತ್ತದೆ, ಹೆಚ್ಚಿನ ಮೌಲ್ಯ, ಹೆಚ್ಚಿನ ಪರಿಷ್ಕರಣ.
ಹೆಚ್ಚಿನ ಪರಿಷ್ಕರಣೆ = ಸ್ವಲ್ಪ ಡ್ಯೂಟರಿಂಗ್
ಕಡಿಮೆ ಪರಿಷ್ಕರಣೆ = ಹೆಚ್ಚು ಡ್ಯೂಟರಿಂಗ್
ಪಾಸ್ಟಾವನ್ನು ಸಂಸ್ಕರಿಸಿದ ನಂತರ, ಅದನ್ನು ಸ್ಫೂರ್ತಿದಾಯಕದೊಂದಿಗೆ ದೊಡ್ಡ ವ್ಯಾಟ್ಗಳಲ್ಲಿ ಸಂಗ್ರಹಿಸಲಾಗುತ್ತದೆ.
ದ್ವಿತೀಯ ನಾರುಗಳು
- ಈಗಾಗಲೇ ಕನಿಷ್ಠ ಒಂದು ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಗೆ ಒಳಗಾದ ನಾರುಗಳು ಈ ಹೆಸರನ್ನು ಸ್ವೀಕರಿಸುತ್ತವೆ.
- ಅವುಗಳನ್ನು ಹೆಸರಿನಿಂದ ಕರೆಯಲಾಗುತ್ತದೆ ಪೇಪರ್, ಅವುಗಳನ್ನು ಪ್ರಾಥಮಿಕ ಪದಾರ್ಥಗಳೊಂದಿಗೆ ಬೆರೆಸಬಹುದು ಅಥವಾ ಅವು 100% ದ್ವಿತೀಯಕವಾಗಬಹುದು.
- ಸಂಗ್ರಹ ಕೇಂದ್ರಗಳು ಸಾಮಾನ್ಯವಾಗಿ ದೊಡ್ಡ ನಗರಗಳಲ್ಲಿರುತ್ತವೆ ಮತ್ತು ಕಾರ್ಖಾನೆಗಳಿಗೆ ದೀರ್ಘ ಪ್ರಯಾಣವು ಅವುಗಳನ್ನು ಆರ್ಥಿಕರಹಿತವಾಗಿಸುತ್ತದೆ.
- 50% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಚೇತರಿಸಿಕೊಳ್ಳಲು ಸಾಧ್ಯವಿದೆ
ಪಲ್ಪರ್
- ಇದು ಕಾಗದದ ವಿಘಟನೆಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವುದಲ್ಲದೆ, ಹಗ್ಗ ಮತ್ತು ತಂತಿಗಳಂತಹ ಕಲ್ಮಶಗಳನ್ನು ನಿವಾರಿಸುವ ಮೂಲಕ ಸ್ಕ್ರಬ್ಬರ್ ಆಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ.
- ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸ್ಪ್ಲಿಂಟರ್ನೊಂದಿಗೆ ಕೊನೆಗೊಳಿಸಬಹುದು
ವಿವರಿಸಲಾಗಿದೆ
ಕಾಗದದಿಂದ ಶಾಯಿಯನ್ನು ತೆಗೆದುಹಾಕಲು ತಾರ್ಕಿಕವಾಗಿ ಶಾಖ ಮತ್ತು ಯಾಂತ್ರಿಕ ಶಕ್ತಿಯ ಬಳಕೆಯೊಂದಿಗೆ ರಾಸಾಯನಿಕಗಳಿಂದ ಇದನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ.
3 ಉತ್ಪನ್ನಗಳು:
- ಡಿಟರ್ಜೆಂಟ್ಸ್: ಶಾಯಿ ತೆಗೆದುಹಾಕಿ
- ಪ್ರಸರಣಕಾರರು: ಆದ್ದರಿಂದ ಶಾಯಿ ನೀರಿನಿಂದ ಹೊರಹೋಗುತ್ತದೆ ಮತ್ತು ಮರು-ಠೇವಣಿ ಇರುವುದಿಲ್ಲ.
- ಫೋಮಿಂಗ್ ಏಜೆಂಟ್: ಶಾಯಿ ತೆಗೆಯಲು ಅನುಕೂಲ ಮಾಡುತ್ತದೆ.
ಡೀಕಿಂಗ್ ಪ್ರಕ್ರಿಯೆ
ತೊಳೆಯುವ ಮೂಲಕ ಉದ್ದೇಶಿಸಲಾಗಿದೆ
- ಇದು ಅತ್ಯಂತ ಹಳೆಯದು
- 1 ರಿಂದ 10 ಮೈಕ್ರಾನ್ ಗಾತ್ರದ ಕಣಗಳನ್ನು ತೆಗೆದುಹಾಕುವಲ್ಲಿ ಉತ್ತಮವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ
ಫ್ಲೋಟೇಶನ್ ಬಂಧನ
- ಇದು ಹೆಚ್ಚು ಬಳಕೆಯಾಗಿದೆ
- ಸೇರಿಸಿದ ರಾಸಾಯನಿಕಗಳ ಉದ್ದೇಶ ಶಾಯಿಯ ಫೋಮಿಂಗ್ ಮತ್ತು ಫ್ಲೋಕ್ಯುಲೇಷನ್.
- ತೊಳೆಯುವುದಕ್ಕಿಂತ ಇದು ಹೆಚ್ಚು ಪರಿಣಾಮಕಾರಿಯಾಗಿದೆ ಏಕೆಂದರೆ ಇದು ದೊಡ್ಡ ಶಾಯಿ ಕಣಗಳನ್ನು ತೆಗೆದುಹಾಕುತ್ತದೆ ಮತ್ತು ನಾರಿನ ನಷ್ಟ ಕಡಿಮೆ ಇರುತ್ತದೆ.
- ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ನಿಮಗೆ ಕಡಿಮೆ ನೀರು ಬೇಕು
ಸಂಯೋಜಿತ ಪ್ರಕ್ರಿಯೆಗಳು
- ತೊಳೆಯುವಿಕೆಯನ್ನು ಸಣ್ಣ ಶಾಯಿ ಕಣಗಳನ್ನು ಮತ್ತು ಕಾಗದದ ಹೊರೆಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರದ ಫ್ಲೋಟೇಶನ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಕಿಣ್ವಗಳಿಂದ ನಿರ್ಧರಿಸಲ್ಪಟ್ಟಿದೆ
- ಡಿಂಕಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಹೊಸ ಪ್ರವೃತ್ತಿ. ಸಮಸ್ಯೆಗಳಲ್ಲಿ ಒಂದು ಹೆಚ್ಚಿನ ಫೋಮ್ ಉತ್ಪಾದನೆಯಾಗಬಹುದು.
- ಎಳೆಗಳ ನಷ್ಟ ಮತ್ತು ಪ್ರತಿರೋಧವಿದೆ
- ಅವುಗಳನ್ನು ಅನಿರ್ದಿಷ್ಟವಾಗಿ ಮರುಬಳಕೆ ಮಾಡಲಾಗುವುದಿಲ್ಲ, ಅವು ಕೇವಲ 3 ರಿಂದ 5 ಬಳಕೆಗಳನ್ನು ಮಾತ್ರ ಅನುಮತಿಸುತ್ತವೆ.
ಹಾಳೆ ರಚನೆ
- ಈ ಕ್ಷಣದಿಂದ, ಉತ್ಪಾದನೆಯು ಯಾವುದೇ ರೀತಿಯ ಕಾಗದಕ್ಕೆ ಒಂದೇ ಆಗಿರುತ್ತದೆ. ಅದರ ಸಂಯೋಜನೆ ಮತ್ತು ಮುಕ್ತಾಯದಿಂದ ವ್ಯತ್ಯಾಸವನ್ನು ನೀಡಲಾಗುತ್ತದೆ.
- ಶೀಟ್ ರಚನೆ: ಪೇಸ್ಟ್ ಹರಿವನ್ನು ವಿಶಾಲ ಮತ್ತು ಏಕರೂಪದ ಹಾಳೆಯಾಗಿ ಪರಿವರ್ತಿಸಿ.
ಮಿಕ್ಸಿಂಗ್ ಟಬ್
ಕಾಗದದ ಪ್ರಕಾರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ವಿಭಿನ್ನ ಘಟಕಗಳನ್ನು ಸೇರಿಸಲಾಗುತ್ತದೆ:
- ನಾರುಗಳು
- ಆಪ್ಟಿಕಲ್ ಬ್ರೈಟೆನರ್ಗಳು
- ಲೋಡ್ ಮಾಡುತ್ತದೆ
- ಜೀನ್ನಲ್ಲಿ ಸೇರ್ಪಡೆಗಳು
- ಗಾತ್ರದ ಏಜೆಂಟ್
ಡೀಬಗರ್ಗಳು
ಅನಪೇಕ್ಷಿತ ಕಣಗಳನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
2 ವಿಧಗಳು
ಸಂಭವನೀಯ
- ರಂದ್ರ ಜಾಲರಿ ಅಥವಾ ಪರದೆಯ ಮೂಲಕ ಹಾದುಹೋಗುವ ಸಾಧ್ಯತೆಯ ಆಧಾರದ ಮೇಲೆ ಅವು ಬೃಹತ್ ಕಣಗಳನ್ನು ತೆಗೆದುಹಾಕುತ್ತವೆ.
ಕೇಂದ್ರಾಪಗಾಮಿ
- ಭಾರವಾದ ಕಣಗಳನ್ನು ಬೇರ್ಪಡಿಸುವ ಶಂಕುವಿನಾಕಾರದ ದೇಹಗಳ ಒಳಗೆ ಪಾಸ್ಟಾ ತಿರುಗುವಿಕೆಯ ಕೇಂದ್ರಾಪಗಾಮಿ ಬಲದ ಲಾಭವನ್ನು ಅವು ಪಡೆದುಕೊಳ್ಳುತ್ತವೆ, ಅವು ತೆರೆದ ಕೆಳ ತುದಿಯಿಂದ ಹೊರಬರುತ್ತವೆ.
2 ವ್ಯವಸ್ಥೆಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಹೆಚ್ಚಿನ ದಕ್ಷತೆಗಾಗಿ ಸಂಯೋಜಿಸಲಾಗುತ್ತದೆ.
ಹೆಡ್ ಬಾಕ್ಸ್ ಅಥವಾ ಮೆಷಿನ್ ಹೆಡ್
- ಅಗಲ ಮತ್ತು ತೆಳುವಾದ ಹಾಳೆಗಳನ್ನು ರೂಪಿಸುವ ಮೂಲ ಅಂಶ
- ಅವರಿಗೆ ಪಾಸ್ಟಾ ಒಳಹರಿವಿನ ಸ್ಥಿರ ಮತ್ತು ಏಕರೂಪದ ಹರಿವಿನ ಅಗತ್ಯವಿದೆ.
ಬಹುದ್ವಾರಿ
- ಬಾಕ್ಸ್ ಒಳಹರಿವಿನ ಸಂಪೂರ್ಣ ಅಗಲಕ್ಕಿಂತ ಪೇಸ್ಟ್ನ ಒತ್ತಡ ಮತ್ತು ಹರಿವನ್ನು ಸ್ಥಿರವಾಗಿಸುವ ಸಾಧನ.
- ವಿಸ್ತರಣೆ ಕೊಠಡಿ: ಅಮಾನತುಗೊಳಿಸುವಿಕೆಯಲ್ಲಿ ನಾರುಗಳ ಉತ್ತಮ ಜೋಡಣೆಗೆ ಸಹಾಯ ಮಾಡುತ್ತದೆ.
ಬಟ್ಟೆಯನ್ನು ತಲುಪಬೇಕಾದ ಅಮಾನತು ಅಥವಾ ದುರ್ಬಲಗೊಳಿಸಿದ ಪೇಸ್ಟ್ನ ಪ್ರಮಾಣವು ಅಗತ್ಯವಾಗಿರಬೇಕು:
- ವ್ಯಾಕರಣ ನೀಡಿ
- ತರಬೇತಿಗೆ ಸಹಾಯ ಮಾಡಿ
- ಉತ್ಪಾದನೆಯ ವೇಗವನ್ನು ಟ್ರ್ಯಾಕ್ ಮಾಡಿ
- ಏಕರೂಪದ ಪ್ರೊಫೈಲ್ ಪಡೆಯಿರಿ
ಇದನ್ನು ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ:
- ಹರಿವು (ಪ್ರಮಾಣ)
- ಸ್ಥಿರತೆ (ಸಾಂದ್ರತೆ)
ಫ್ಲಾಟ್ ಟೇಬಲ್
- 7 ಅಥವಾ 8 ಮೀಟರ್ ಅಗಲ
- ನೀರನ್ನು ತೆಗೆಯುವ ಮೂಲಕ ನೀರನ್ನು ತೆಗೆದುಹಾಕಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ
- ಫ್ಯಾಬ್ರಿಕ್ ಒಂದು ಅಡ್ಡ ಚಲನೆಯನ್ನು ಹೊಂದಿದೆ ಶ್ವಾಸನಾಳ, ಎಳೆಗಳನ್ನು ಓರಿಯಂಟ್ ಮಾಡಲು ಮತ್ತು ಕೊಳೆಯುವಿಕೆಯನ್ನು ತಪ್ಪಿಸಲು.
- ಯಂತ್ರ ಸಂವೇದನೆ: ಫೈಬರ್ ನಿರ್ದೇಶನ
- ಅಡ್ಡ ದಿಕ್ಕು: ಫೈಬರ್ ವಿರುದ್ಧ
- ಹಳೆಯ ಯಂತ್ರಗಳು: 30 - 40 ಮೀ / ನಿಮಿಷದ ವೇಗ
- 4 ಅಥವಾ 5 ವರ್ಷಗಳ ಹಿಂದಿನವುಗಳು: 800 - 900 ಮೀ / ನಿಮಿಷದ ವೇಗ
- ಪ್ರಸ್ತುತ: 1300 - 1400 ಮೀ / ನಿಮಿಷದ ನಡುವಿನ ವೇಗ (ಇವುಗಳಲ್ಲಿ ಪತ್ತೆಹಚ್ಚುವಿಕೆ ಇಲ್ಲ)
2 ಟೇಬಲ್ ಪ್ರಕಾರಗಳು
ಸಾಂಪ್ರದಾಯಿಕ:
- ಫ್ಯಾಬ್ರಿಕ್ ಸೈಡ್: ಅದನ್ನು ಮುಟ್ಟುವ ಕಾಗದದ ಭಾಗ. ಹೆಚ್ಚು ಒರಟು
- ಭಾವಿಸಿದ ಮುಖ: ಮೇಲಿನ ಮುಖ. ಹೆಚ್ಚಿನ% ಲೋಡ್ಗಳಿಗೆ ಸುಗಮವಾಗಿರುತ್ತದೆ
ಡಬಲ್ ಫ್ಯಾಬ್ರಿಕ್:
- ಇದು ಹೀರಿಕೊಳ್ಳುವ ಪೆಟ್ಟಿಗೆಗಳ ಮೂಲಕ ಡ್ಯೂಟರಿಂಗ್ ಅನ್ನು ಮೇಲಕ್ಕೆ ನಿರ್ದೇಶಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ, ಹೆಚ್ಚು ಸಮ್ಮಿತೀಯ ಹಾಳೆಗಳನ್ನು ಪಡೆಯುತ್ತದೆ. 1400 - 1500 ಮೀ / ನಿಮಿಷದಿಂದ ವೇಗ
ತೆಲಾ
- ಇದು ಪೇಸ್ಟ್ನ ಉತ್ತಮ ವಿತರಣೆಯನ್ನು ಅನುಮತಿಸಬೇಕು
- ನೀರಿನ ಚರಂಡಿ
- ಎಳೆಗಳ ಅಂಗೀಕಾರವನ್ನು ತಡೆಯಿರಿ
- ನಾರುಗಳು ಅಂಟದಂತೆ ತಡೆಯಿರಿ
- ಸುಲಭ ತೊಳೆಯುವುದು
- 2 ಪ್ರಕಾರಗಳು:
- ಪ್ಲಾಸ್ಟಿಕ್: + ಬೆಲೆ + ಬಾಳಿಕೆ
- ಡಿವಟರಿಂಗ್: ಇದು ನೀರಿನ ನಿರ್ಮೂಲನೆ
ರೋಲರ್ಗಳನ್ನು ಡಿವಟರಿಂಗ್ ಮಾಡುವುದು
- ಅವರು ಬಟ್ಟೆಯನ್ನು ಬೆಂಬಲಿಸುತ್ತಾರೆ ಮತ್ತು ನೀರನ್ನು ತೆಗೆದುಹಾಕುತ್ತಾರೆ. ಯಂತ್ರವು 300 ಮೀ / ನಿಮಿಷ ಮೀರಿದಾಗ ಇದನ್ನು ಬಳಸಲಾಗುವುದಿಲ್ಲ
ಫಾಯಿಲ್ಗಳು
- ಅವು ತಿರುಗಿಸದ ಬಾರ್ಗಳಿಂದ ಕೂಡಿದ ಅಂಶಗಳಾಗಿವೆ ಮತ್ತು ಫ್ಯಾಬ್ರಿಕ್ ಅವುಗಳ ಮೇಲೆ ಹರಿಯುತ್ತದೆ.
- ಅವು ಹೆಚ್ಚು ಕಾಲ ಉಳಿಯುತ್ತವೆ ಮತ್ತು ಹೆಚ್ಚು ಪ್ರಗತಿಪರವಾಗಿವೆ.
- ಇದು ಮೊದಲ ಒಳಚರಂಡಿ ವಲಯದಲ್ಲಿ ಸಾಮಾನ್ಯ ಅಂಶವಾಗಿದೆ.
ಮಹತ್ವಾಕಾಂಕ್ಷಿ ಪೆಟ್ಟಿಗೆಗಳು
- ಹೆಚ್ಚು ಶಕ್ತಿಯುತ ಕ್ರಿಯೆ
- ಅನೂರ್ಜಿತವು ಪ್ರಗತಿಪರವಾಗಿದೆ
- ಪೆಟ್ಟಿಗೆಗಳ ಸಂಖ್ಯೆ ಯಂತ್ರದ ಉದ್ದವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ
- ನಿರ್ವಾತ ಪಂಪ್ಗಳೊಂದಿಗೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ.
ಸಕ್ಷನ್ ಸಿಲಿಂಡರ್
- ಮೇಜಿನ ಮೇಲೆ ಕೊನೆಯ ಒಳಚರಂಡಿ ಅಂಶ
- ಬಟ್ಟೆಯ ಸಂಪರ್ಕವು ವಕ್ರವಾಗಿರುತ್ತದೆ ಮತ್ತು ಸ್ವಲ್ಪ ಮೇಲ್ಮೈಯಾಗಿರುತ್ತದೆ
- ರಂಧ್ರದ ಲೋಹದ ಜಾಕೆಟ್ ಹೊಂದಿದ್ದು ಅದು ಬಟ್ಟೆಯ ವೇಗದಲ್ಲಿ ತಿರುಗುತ್ತದೆ
ಫೋಮ್ ಕಿಲ್ಲರ್ ಅಥವಾ ಡ್ಯಾಂಡಿ ರೋಲರ್
- ಸಾಂಪ್ರದಾಯಿಕ ಕೋಷ್ಟಕಗಳಿಂದ ಮಾತ್ರ ಸಾಗಿಸಲಾಗುತ್ತದೆ
- ಸುಗಮ ಮತ್ತು ಏಕರೂಪದ ಬ್ಲೇಡ್ ಸಾಧಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ
- ವಾಟರ್ಮಾರ್ಕ್ಗಳನ್ನು ಮಾಡಬಹುದು
- ಹೆಡ್ಬಾಕ್ಸ್ —————- 99% ನೀರು ———————- 1% ಫೈಬ್ರಸ್ ಮ್ಯಾಟರ್
- ಬಟ್ಟೆ ಅಂತ್ಯ ——————- 80% ನೀರು —————– 20% ನಾರಿನಂಶ
ಪ್ರೆಸ್ಗಳು
- ಕಾಗದದ ಹಾಳೆಯ ಒದ್ದೆಯಾದ ಒತ್ತುವಿಕೆಯನ್ನು ಭಾವನೆಯೊಂದಿಗೆ ಸಂಪರ್ಕದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ
- ಇದು 80% ರಿಂದ 60% ತೇವಾಂಶಕ್ಕೆ ಹೋಗುತ್ತದೆ
ಬೇಕಾದರೆ
- ಉಳಿದ ನೀರನ್ನು ಶಾಖದ ಮೂಲಕ ನಿವಾರಿಸಿ
- ಎರಡು ಭಾಗಗಳು: 1 ನೇ ಮತ್ತು 2 ನೇ ಒಣ
- ಅವುಗಳ ನಡುವೆ ಕಾಗದಕ್ಕೆ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ ನೀಡಲು ಒಂದು ವ್ಯವಸ್ಥೆಯನ್ನು ಇರಿಸಲಾಗುತ್ತದೆ
- ತಾಪಮಾನವು ಕ್ರಮೇಣ 70º ರಿಂದ 120 - 130º ವರೆಗೆ ಏರುತ್ತದೆ
- ಎಳೆಗಳು 20% ಅಗಲ ಮತ್ತು 1% - 2% ಉದ್ದದ ಕ್ರಮದಲ್ಲಿ ಕುಗ್ಗುತ್ತವೆ. ಇದು ಆಂತರಿಕ ಉದ್ವಿಗ್ನತೆಯನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
- 2 ನೇ ಅನುಕ್ರಮದ ಕೊನೆಯಲ್ಲಿ ರೋಲರ್ಗಳು ರಿಫ್ರೆಶ್ ಆಗುತ್ತವೆ
ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ
ಅವು ಹಲವಾರು ಆಗಿರಬಹುದು:
- ಗಾತ್ರ-ಪ್ರೆಸ್ (ಹೆಚ್ಚು ಪ್ರಸ್ತುತ)
- ಗೇಟ್ - ರೋಲ್
- ಬಿಲ್ - ಬ್ಲೇಡ್
ಗಾತ್ರ-ಪ್ರೆಸ್
ಇದು ಸರಳವಾಗಿದೆ
ಇದು ಬೈಂಡರ್ನ ಸಣ್ಣ ಪದರವನ್ನು ಅನ್ವಯಿಸುವುದನ್ನು ಒಳಗೊಂಡಿದೆ.
- ಅದು ಕೇವಲ ಬೈಂಡರ್ ಆಗಿದ್ದರೆ = ಆಫ್ಸೆಟ್ ಪೇಪರ್
- ಅದು ಬೈಂಡರ್ ಆಗಿದ್ದರೆ + ವರ್ಣದ್ರವ್ಯ = ವರ್ಣದ್ರವ್ಯದ ಕಾಗದ
ಮೊತ್ತ
- ಆಫ್ಸೆಟ್ ಪೇಪರ್ = 1 - 2 gr / m2
- ವರ್ಣದ್ರವ್ಯ ಪೇಪರ್ = 4 - 5 gr / m2
ಮುದ್ರಣ ಸಾಮರ್ಥ್ಯವನ್ನು ಸುಧಾರಿಸಿ
ಕೆಲವೊಮ್ಮೆ ಗಾತ್ರ-ಪ್ರೆಸ್ ಅನ್ನು ಮೊದಲೇ ಲೇಪಿಸಲಾಗುತ್ತದೆ
ಗೇಟ್-ರೋಲ್
- ಸಾಸ್ ಅನ್ನು ಮಧ್ಯಂತರ ರೋಲರ್ ಮೂಲಕ ಲೇಪಕ ರೋಲರ್ಗಳಿಗೆ ವರ್ಗಾಯಿಸಲಾಗುತ್ತದೆ
- ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಪದರವನ್ನು ಅನ್ವಯಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ
- ಯಂತ್ರ ಲೇಪಿತ ಕಾಗದಗಳಿಗೆ ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ
- 8 - 10 gr / m ನ ಬೆಳಕಿನ ಪದರ2 ಪ್ರತಿ ಮುಖಕ್ಕೆ
ಬಿಲ್-ಬ್ಲೇಡ್
- ಯಂತ್ರ ಲೇಪನಕ್ಕಾಗಿ ಬಳಸುವ ವ್ಯವಸ್ಥೆ
- ಅಪ್ಲಿಕೇಶನ್ ಅನ್ನು ಒಂದು ಬದಿಯಲ್ಲಿ ಬ್ಲೇಡ್ ಮತ್ತು ಇನ್ನೊಂದು ಕಡೆ ರೋಲರ್ನೊಂದಿಗೆ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಲಿಸಾಸ್
- ಲೋಹದ ರೋಲರುಗಳಿಂದ ಕೂಡಿದ ಯಂತ್ರ (2 ರಿಂದ 5 ರವರೆಗೆ)
- ಕಾಗದವನ್ನು ಸುಗಮಗೊಳಿಸುವುದು ಮತ್ತು ಕಾಗದದ ಅಗಲದಾದ್ಯಂತ ದಪ್ಪವನ್ನು ನಿಯಂತ್ರಿಸುವುದು ಇದರ ಕಾರ್ಯ.
- ಅವರು ಹೊಳೆಯುವುದಿಲ್ಲ
- ಅವರು ಸಾಮಾನ್ಯವಾಗಿ ಕೂಲಿಂಗ್ ರೋಲರುಗಳ ನಂತರ ಹೋಗುತ್ತಾರೆ
- ಇದರ ಪರಿಣಾಮವು ಸಂಪರ್ಕ ರೇಖೆಗಳ ಮೂಲಕ ಅಥವಾ ಕಾಗದದ ಪಾಸ್ಗಳ ಸಂಖ್ಯೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಎನ್ಐಪಿಎಸ್.
ಪೋಪ್
ಕಾಗದವು ನಯವಾದ ಮೂಲಕ ಹಾದುಹೋದ ನಂತರ, ಅದನ್ನು ಪೋಪ್ ಎಂಬ ಯಂತ್ರದಲ್ಲಿ ಸುತ್ತಿಕೊಳ್ಳಲಾಗುತ್ತದೆ, ನಂತರ ಅದು ಎರಡು ಮಾರ್ಗಗಳನ್ನು ಅನುಸರಿಸಬಹುದು
- ಅನ್ಕೋಟೆಡ್ ಅಥವಾ ಮೆಷಿನ್ ಕೋಟೆಡ್ ಪೇಪರ್ ———-> ಮುಗಿಸುತ್ತದೆ
- ಅದು ಯಂತ್ರದಿಂದ ಕಾಗದವಾಗಿದ್ದರೆ, ಅದು ಲೇಪನ ಯಂತ್ರಕ್ಕೆ ಹೋಗುತ್ತದೆ
ಕೋಟರ್ನ ತಲೆಗೆ ಕಳುಹಿಸುವ ದ್ರವಗಳನ್ನು ಕಲ್ಮಶಗಳನ್ನು ತೊಡೆದುಹಾಕಲು ಪರೀಕ್ಷಿಸಲಾಗುತ್ತದೆ.
ಕೋಟರ್
- ಗಾರೆ ಸಾಸ್ ಅನ್ನು ಬೆಂಬಲಕ್ಕೆ ಅನ್ವಯಿಸುವ ಯಂತ್ರ ಇದು
ಲೇಪಿತ ಸ್ಕ್ರಾಪರ್
- ಇದು ಅತ್ಯಂತ ಸಾಮಾನ್ಯವಾಗಿದೆ
- ಇದನ್ನು ರೋಲರ್ ಮೂಲಕ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಉಕ್ಕಿನ ಹಾಳೆಯ ಮೂಲಕ ಸಮಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಡೋಸ್ ಮಾಡಲಾಗುತ್ತದೆ
- 2 ವಿಧದ ಬ್ಲೇಡ್ಗಳು: ಕಠಿಣ (90º ಬೆವೆಲ್) ಅಥವಾ ಹೊಂದಿಕೊಳ್ಳುವ (45º ತೀವ್ರ ಅಂಚು)
- ಕಟ್ಟುನಿಟ್ಟಾದ ಒಂದು 12 - 13 gr / m ನಡುವೆ ನೀಡುತ್ತದೆ2 ಗಾರೆ ಸಾಸ್
- ಹೊಂದಿಕೊಳ್ಳುವಿಕೆಯು 22 - 23 gr / m ನಡುವೆ ನೀಡುತ್ತದೆ2 ಗಾರೆ ಸಾಸ್
- ಅವರು ನಿಮಿಷಕ್ಕೆ 600 - 700 ಮೀ / ವೇಗದಲ್ಲಿ ಕೆಲಸ ಮಾಡಬಹುದು. ಆದರೂ ಈಗ 1200 ಮೀ / ನಿಮಿಷಕ್ಕೆ ಕೆಲಸ ಮಾಡುವ ಯಂತ್ರಗಳಿವೆ.
- ಕಾಗದದ ಮೃದುತ್ವವು ಕಾಗದದ ಮೃದುತ್ವವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಲೇಪಿತ ಬ್ಲೋವರ್ ತುಟಿ
- ರೋಲರ್ನಿಂದ ಹೆಚ್ಚುವರಿ ದ್ರವವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ನಂತರ ಅದನ್ನು ಸಂಕುಚಿತ ಗಾಳಿಯಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ
- 20 ರಿಂದ 40 gr / m ನಡುವೆ2
- 350 ಮೀ / ನಿಮಿಷಕ್ಕಿಂತ ಹೆಚ್ಚಿಲ್ಲ
- ಕಡಿಮೆ ಸ್ನಿಗ್ಧತೆ ಸಾಸ್
- ಸ್ಕ್ರಾಪರ್ಗಿಂತ ಕಡಿಮೆ ಪರಿಪೂರ್ಣ
ಲೇಪನ ವಸ್ತುಗಳ ತಯಾರಿಕೆಗಾಗಿ,
- ಅಡುಗೆಗಾಗಿ ಒಂದು ಟ್ಯಾಂಕ್
- ಹಿಟ್ಟಿನ ಅಂಶಗಳನ್ನು ಚದುರಿಸಲು ಮತ್ತು ಏಕರೂಪಗೊಳಿಸಲು ಒಂದು ಸ್ಟಿರರ್
- ಡೀಬಗ್ ಮಾಡಲು ಫಿಲ್ಟರ್ಗಳು
- ಮೀಸಲು ಠೇವಣಿ
- ಗಾರೆ ವರ್ಗಾಯಿಸಲು ಪಂಪ್ಗಳು
ಘಟಕಗಳ ಮಿಶ್ರಣ
ವರ್ಣದ್ರವ್ಯಗಳ ಬಗ್ಗೆ:
- ಬೈಂಡರ್ಗಳು
- ಡಿಫೊಮೇರ್ಸ್
ಸೇರ್ಪಡೆಗಳು ಹೀಗೆ:
- ಬಣ್ಣಗಳು
- ಸೂಕ್ಷ್ಮಜೀವಿಗಳು
- ಲೂಬ್ರಿಕಂಟ್ಸ್
- ಆಪ್ಟಿಕಲ್ ಬ್ರೈಟೆನರ್ಸ್
- ಪ್ರತಿರೋಧಕ್ಕೆ ರಾಳಗಳು
ಹೆಚ್ಚಿನ ಹೊಳಪು ಲೇಪನ
- ಎರಕಹೊಯ್ದ ಕೋಟೆಡ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ
- ಎರಡು ಪೇಟೆಂಟ್ಗಳು:
ವಾರೆನ್ ವ್ಯವಸ್ಥೆ
- ಬ್ಲೋವರ್ ತುಟಿಯಿಂದ ಗಾರೆ ಅಪ್ಲಿಕೇಶನ್
- ಇದು ತುಂಬಾ ಮೃದುವಾದ ಬೆಂಬಲವನ್ನು ಹೊಂದಿರುವುದನ್ನು ಸೂಚಿಸುತ್ತದೆ
- ಗಾರೆ ——> ಪೂರ್ವ ಒಣಗಿದ (ಅತಿಗೆಂಪು) ——-> 180 ° ಕ್ರೋಮ್ ಸಿಲಿಂಡರ್ ಅನ್ನು ಅನ್ವಯಿಸಿ
- ಇದು ಕ್ರೋಮ್ ಸಿಲಿಂಡರ್ನಿಂದ ತುಂಬಾ ಒಣಗಿದಂತೆ ಹೊರಬರುತ್ತದೆ
ಚಾಂಪಿಯನ್ ವ್ಯವಸ್ಥೆ
- ಗಾರೆ ಅಪ್ಲಿಕೇಶನ್ ——–> 80 ° ಕ್ರೋಮ್ ಸಿಲಿಂಡರ್
- ಎರಡೂ ಸಂದರ್ಭಗಳಲ್ಲಿ ಈ ರೀತಿಯ ಗಾರೆ ಒಂದು ಬದಿಯಲ್ಲಿ ಮಾತ್ರ ಮಾಡಲಾಗುತ್ತದೆ. ನೀವು ಎರಡಕ್ಕೂ ಬಯಸಿದರೆ, ಒಂದು ಮುಖದೊಂದಿಗೆ ಎರಡು ವ್ಯತಿರಿಕ್ತಗೊಳಿಸುವ ಮೂಲಕ ಇದನ್ನು ಮಾಡಲಾಗುತ್ತದೆ.
ಅತ್ಯುತ್ತಮ ಲೇಖನ
ಫೈಬರ್ ಕಾಗದದ ಅಧ್ಯಯನವು ಒಂದು ಪೂರಕವಾಗಿದೆ