
要知道 纸是怎么制成的您必须知道在哪里,如何以及由谁发明的,以及这些年来的转变。 每个优秀的设计师都应该知道 它是什么做的 可以看到他们作品的媒介。
由汉新在公元前XNUMX世纪初在中国发明。 第一个想法是发明一件廉价的衣服。 蔡朗忆起 韩信 然后他发现他只缺少一些东西来粘合纱线的纤维并使纤维防水(这是通过煮沸称为 琼脂 然后用明胶散发出来这 西班牙最古老的文件 是他 ”莫扎拉比纪文» 它的历史可追溯到1040-1050年,保存在筒仓修道院中。
进化
- 1450 古腾堡发明了印刷机。
- 1670和1680 荷兰人发明了堆绒,将旧衣服切碎,细化工序一一完成。
- 1789 路易斯·尼古拉斯·罗伯特(LuisNicolásRobert)-发明了一种可以通过连续胶带制作长条纸的机器。
- 1807 出现了使用高岭土作为填料。
- 1874 介绍亚硫酸氢盐工艺。
- 1884 出现硫酸盐或Krafft工艺。
纸材料
造纸原料为:
- 纤维
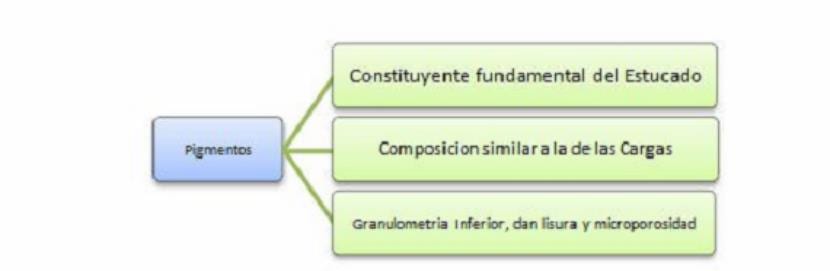
- 填料和颜料
- 添加剂
纤维
- 木纤维
- 非木纤维
- 合成纤维
木纤维
多年生或树脂树
- 各种松树和冷杉
- 平均长度在2到4毫米之间,甚至更长
- 高阻低克重纸
落叶或绿树
- 桉树,山毛榉和桦木
- 1mm中长
- 其纤维提供光滑度和良好的纸张形成
- 它在纸上的百分比随着克重的增加而增加,在100 gr / m以上的纸中可以达到150%2.
非木纤维
它们可以是甘蔗和谷物秸秆,大麻,西班牙细面条,棉花和亚麻的蔗渣。
光纤长度:
- 树脂————————- 4毫米
- 多叶————————- 1,5毫米
- 蔗渣—————————– 1,7毫米
- 小麦和大麦—————— 1,5毫米
- Esparto ————————— 1,1毫米
- 稻草和稻米———————- 0,5毫米
- 棉————————– 30毫米
合成纤维
- 图形产品的制造
- 高强度溶解聚乙烯
非纤维材料
产生 无机的 有时成为大量纸张的一部分。
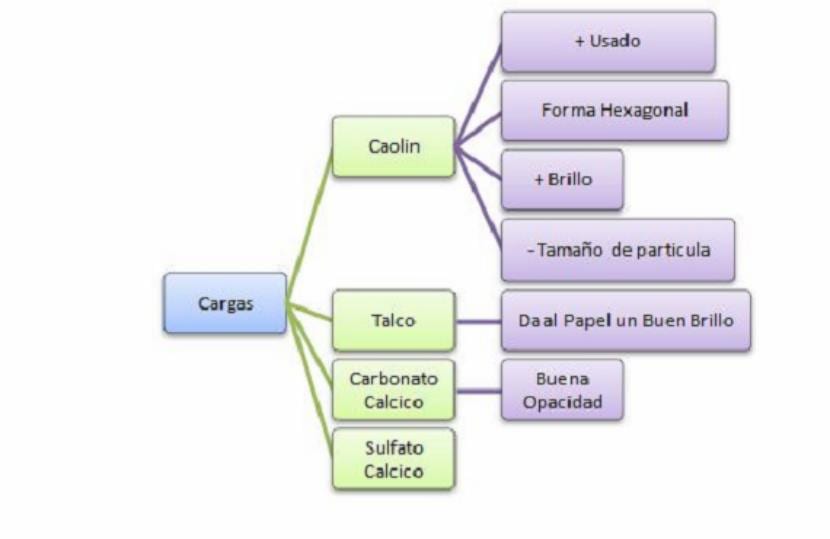
电荷和颜料的作用
- 白度和不透明度(折射率)
- 它的密度-负载越大,克重越大
- 液体吸收-防止墨水转移
- 几何形状-使外观降低其机械特性。
木材的化学成分
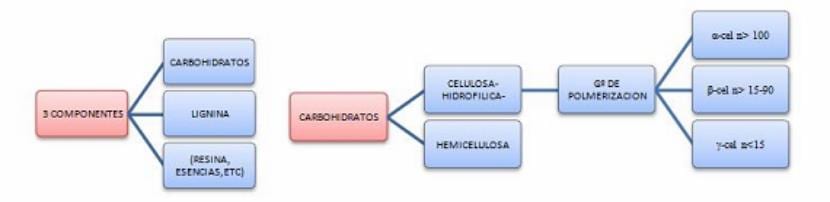
全纤维素:纤维素+半纤维素
木质素: 它是一种非常复杂的化合物,可以将纤维紧密地粘合在一起。
白度: 这是可见光谱。
其他产品:
| RESINOS | 郁郁葱葱 | |
| 木质素 | 25-30% | 18 -30% |
| 纤维素 | 40 - 45% | 45 - 50% |
| 半纤维素 | 10 -15% | 20 - 30% |
| 树脂 | 4% | 1,5 - 2% |
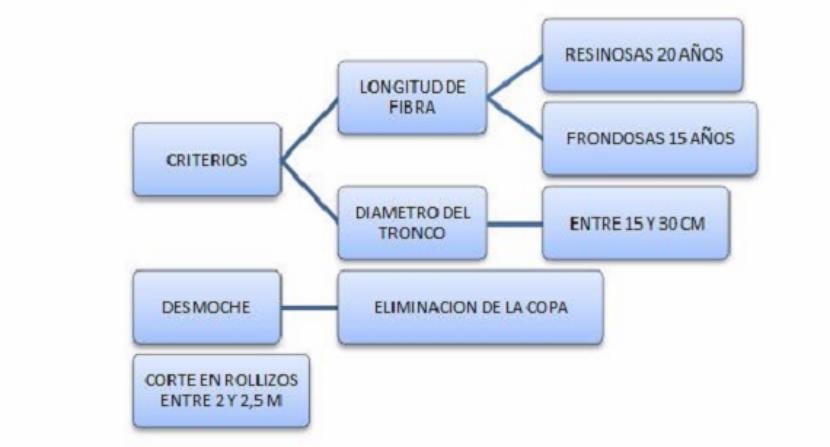
木材准备
剥皮
- 有必要将其删除
- 没有纤维性状
- 消耗试剂和能源
- 弄污面食
- 主中-剥皮机鼓
木材存放
- 湿度在25%至55%之间
- 温度在25至35º之间
- 树脂-不超过一年
- 绿叶-2到6个月之间以避免质量下降
削片
剥皮后,原木减少为碎片或 CHIPS 能够制造某些浆料,例如化学,半化学和机械精炼。 碎片的大小将与烧制中所用试剂的浸渍有关。
机械浆
经典机械面食
- 从未切割的原木
- 一般树脂
- 圆柱砂轮,研磨表面,不断润湿。
水
- 防止燃烧
- 清洁砂轮
- 运送纤维
2种
- 继续:沃伦·德·卡德纳
- 破折号:Great Northen
优点:
- 高性能(95%)
- 良好的手性(
缺点:
- 难漂白
- 低白度<80%
- 损坏纤维壁
碎浆或精制机械浆:
- 圆盘切碎机,更高品质的纸浆
- 更好的身体特征
优点:
- 使用被拒绝的木材的可能性
- 使用硬木的可能性
- 质量均匀的浆糊
缺点:
- 更高的投资
- 更高的能耗
- 更高的维护成本
热机械糊
- 改善了芯片浆料的机械特性
- 为此,在将切屑引入精磨盘之前,先引入高温蒸汽以加热切屑,从而使切屑软化。 木质素 并降低纤维的强度。
- 有变老变黄的倾向
- 高不透明度。 适用于重量较轻的纸张。
化学热机械糊
- 高性能
- 比常规机械浆料更好的物理条件
- 切成小块的木片,然后放入蒸煮器中,在Tº为60至80º的苏打中进行3小时。 (如果使用化学糊剂,则烹饪时间更长,温度更高)。
化学浆
- 木材的焙烧处理越剧烈,木质素的去除程度就越大。
2系统:
- 亚硫酸氢铝
- 克拉夫特
亚硫酸氢盐
- 1874年在瑞典创立
- 蒸煮液是具有钙,镁或铵碱的亚硫酸氢盐。
- 烹饪温度在130º至140º之间
- 烹饪时间在6到8个小时之间
- 脱木质素很简单,可以产生富含半纤维素的糊状物,适用于玻璃纸。
- 没有化学回收
- 收率在45%至55%之间
克拉夫特
- 合并回收锅炉的巨大动力。

恢复过程
由有机物,矿物质和水形成的黑液浓度为18%至20%,通过蒸发器将黑液浓度提高至60%。 后来被燃烧产生热量。 骨灰由碳酸钠制成。 之后,苏打水被回收。 产率45至55%。
美白
漂白的目的是除去尚未通过烹饪除去的木质素。
常规漂白
- 氯化
- 萃取
- 二氧化氯 Chlorine Dioxide
- 萃取
- 二氧化氯 Chlorine Dioxide
- 在每个阶段之间都有一个清洗阶段。
二氧化氯漂白
- 用氧气进行脱木质素,然后蒸煮,然后用二氧化氯处理。
臭氧漂白
- 降解+纤维素
- 白度大于90%
- 电阻损失方面的结果不可接受
酶漂白
- 酶和其他漂白剂
- 出色的白度
- 二氧化氯减少10-15%
氧化水漂白
- 用于化学-热机械糊剂中的过氧化氢
净化
- 集成工厂-将通过管道发送。
- 未集成-在纸箱中,面食的湿度为10%,以方便运输。
- 更多的水,更少的时间可能的真菌。
纤维分为
- 初级纤维
- 二次纤维
初级纤维
- 它们是从木材或其他类型的植物中获得的,它们是首次使用的纤维。 造纸厂的废料被视为主要纤维。
碎纸机:
- 它是一个在下部具有螺旋结构的容器,用于搅动面食板并使纤维个体化,从而制备了6%至12%干物质在水中的水性悬浮液。
- 通过使混合物通过不允许大碎片通过的炉排来排空设备。
- 碎浆机中使用的水是白色的,是工厂本身回收的水(由于纤维和填料的含量,它是白色的)。
- 长纤维和短纤维分别放在碎浆机中。 直到精炼后才混合。
脱衣舞娘:
- 它们用于解决纸浆中切碎的颗粒不佳的问题。 去屑器由两个装有尖齿或凸起的圆盘组成。
精制:
通过提炼,可以生产出最多样化的类型和种类的纸张。 每篇论文都需要进行适当的改进,其中包括一些类型:
- 荷兰栈
- 小角度锥形磨片
- 广角锥形磨片
- 光盘细化
无论精制的类型是什么,基本操作都是在固定元素和另一个旋转元素之间进行的,使糊剂在它们之间传递。
精制后,纤维或多或少受到能量作用,产生以下效果:
摇一摇:
- 纤维是水合的
- 擦。 纤维磨损成原纤维
- 剪切-纤维长度减少或切割。
- 原纤化是原纤维的释放和更精细的生产,导致比表面积显着增加,从而改善了撕裂长度和纸张的破裂。
较高的原纤化+较高的尺寸不稳定性
精炼操作是通过设备上的机器控制的,该设备可测量浆料的脱水能力或相对速度,以使浆料脱水。 它以Shopper-Riegler等级(SRº)进行测量,值越高,精细度越高。
更高的精细度=很少脱水
减少精炼=大量脱水
精制后,通心粉在搅拌下储存在大桶中。
二次纤维
- 已经经过至少一种制造过程的纤维被赋予此名称。
- 它们的名称为 纸,则可以将它们与主要对象混合使用,也可以将其100%作为辅助对象。
- 收集中心通常在大城市,而长途跋涉到工厂会使他们不经济。
- 回收率可能超过50%
碎纸机
- 它不仅可以充当纸张的崩解剂,还可以充当洗涤器,消除诸如绳索和金属丝之类的杂质。
- 这个过程可以用碎片来结束
已取消
它由与热量逻辑相关的化学物质制成,并利用机械能从纸上去除墨水。
3个产品:
- 洗涤剂:去除墨水
- 分散剂:以便墨水离开水而不会重新沉积。
- 发泡剂:便于去除墨水。
脱墨过程
注定要洗
- 最古老的
- 效果很好,可去除1至10微米大小的颗粒
浮选脱墨
- 这是最常用的
- 添加化学药品的目的是使油墨起泡和絮凝。
- 它比清洗更有效,因为它既去除了较大的墨水颗粒,又减少了纤维损耗。
- 在此过程中您需要更少的水
组合过程
- 洗涤用于去除小的墨水颗粒和纸张,并改善后续的浮选过程。
由酶决定
- 脱墨过程的新趋势。 问题之一可能是高泡沫产生。
- 纤维损失和阻力
- 它们不能无限期地回收,它们仅允许使用3到5次。
片材形成
- 从这一刻起,任何纸张的制造过程都完全相同。 差异将由其组成和完成程度决定。
- 片材形成:将浆料流转变成宽而均匀的片材。
搅拌桶
根据纸张类型添加不同组件的位置,例如:
- 纤维
- 荧光增白剂
- 负荷
- 基因中的添加剂
- 上浆剂
调试器
去除了不希望的颗粒。
2种
概率论
- 他们根据通过多孔网或筛网的可能性来去除大颗粒。
离心式
- 它们利用面食旋转的圆锥体内部的离心力来分离较重的颗粒,这些较重的颗粒是通过开口的下端出来的。
通常将这两个系统组合在一起以提高效率。
流浆箱或机头
- 形成薄板的基本元素
- 他们需要恒定且均匀的面食入口流。
多种
- 使糊料的压力和流量在盒入口整个宽度上保持恒定的装置。
- 扩展室:有助于更好地布置悬浮纤维。
必须达到织物的悬浮液或稀释浆料的量必须满足以下条件:
- 给克重
- 帮助培训
- 追踪生产速度
- 获取统一的个人资料
这是受管制的:
- 流量(数量)
- 一致性(密度)
平面桌
- 宽7或8米
- 通过脱水帮助去除水分
- 织物横向运动称为 气管,以使光纤定向并避免补偿。
- 机器方向:纤维方向
- 横向:抗纤维
- 旧机器:速度在30-40 m /分钟之间
- 4或5年前的那些:速度在800-900 m / min之间
- 当前:速度在1300-1400 m / min之间(这些没有追踪)
2种桌子类型
传统的:
- 织物面:接触纸张的部分。 更粗糙
- 感觉到的脸:上脸。 更平滑,负载更多
双层面料:
- 它允许通过脱水箱向上引导脱水,从而获得更对称的薄片。 速度从1400-1500 m / min
特拉
- 它必须允许糊剂良好分布
- 排水
- 防止纤维通过
- 防止纤维粘在上面
- 容易清洗
- 2种
- 塑料:+价格+耐用性
- 脱水:是消除水份
脱水辊
- 它们支撑织物并除去水。 机器超过300 m / min时不使用
箔
- 它们是由不旋转的杆组成的元素,织物在其上滑动。
- 它们持续时间更长,并且更加进步。
- 它是第一个脱水区中最常见的元素。
有抱负的盒子
- 更有活力
- 虚无是渐进的
- 箱数取决于机器的长度
- 与真空泵一起使用。
吸油缸
- 桌子上的最后一个排水元件
- 织物接触是弯曲的,几乎没有表面积
- 带有穿孔的金属外套,可以以织物速度旋转
消泡剂或花式滚子
- 仅由常规表携带
- 有助于使刀片更光滑均匀
- 可以制作水印
- 流浆箱——————— 99%的水————————- 1%的纤维质
- 最终面料———————— 80%的水———————— 20%的纤维质
压力机
- 纸张的湿压是在与毛毡接触的情况下进行的
- 湿度从80%到60%
如果想要
- 通过加热去除残留的水
- 两部分:第一干燥和第二干燥
- 在它们之间放置一个系统以对纸张进行表面处理
- 温度从70º逐渐升高到120-130º
- 纤维收缩的宽度约为20%,长度约为1%-2%。 这造成了内部紧张。
- 在第二个序列的末尾,滚筒刷新
表面处理
它们可以是几个:
- 按大小(最新)
- 门-卷
- 比尔-刀片
大小按
这是最简单的
它包括施加一小层粘合剂。
- 如果只有活页夹=胶版纸
- 如果是粘合剂+颜料=颜料纸
量
- 胶印纸= 1-2 gr / m2
- 颜料纸= 4-5 gr / m2
提高可印刷性
有时将胶印机预涂
闸门卷
- 酱料通过中间辊转移到涂药辊上
- 允许您应用更多层
- 常用于机器铜版纸
- 轻层8-10 gr / m2 每张脸
刀刃
- 用于机器涂布的系统
- 该应用的一侧是用刀片,另一侧是用辊子。
光滑的
- 由金属辊组成的机器(从2到5)
- 其功能是使纸张光滑并在纸张的整个宽度上调节厚度
- 他们不发光
- 他们通常去冷却辊
- 其效果取决于压力和纸张通过接触线或通过的次数。 国家知识产权局.
教皇
纸张通过平滑板后,将其在称为Pope的机器中卷起,然后可以遵循两条路径
- 未涂布纸或机涂布纸—->面漆
- 如果机器中有纸张,它将进入涂布机
筛选出送至涂布机头部的液体,以消除杂质。
涂布机
- 这是将灰泥酱施加到支架上的机器
涂层刮板
- 这是最常见的
- 它通过辊子施加,并通过钢板进行均衡和配量
- 两种类型的刀片:刚性(2º斜角)或柔性(90º极端边缘)
- 刚性的给定值在12-13 gr / m之间2 灰泥酱
- 挠性介于22-23 gr / m2 灰泥酱
- 它们可以以600-700 m / min的速度工作。 尽管现在有些机器的工作速度为1200 m / min。
- 纸的光滑度越小,纸的光滑度越好。
涂层的鼓风机唇
- 多余的液体由滚筒施加,然后由压缩空气清除
- 在20至40 gr / m之间2
- 不超过350 m / min
- 低粘度酱
- 不如刮板完美
对于涂料的制备,
- 一个做饭的罐子
- 搅拌器以分散和均匀化面团的成分
- 过滤器进行调试
- 储备金
- 灰泥输送泵
成分混合
关于颜料:
- 黏合剂
- 消泡剂
添加剂,例如:
- 着色剂
- 杀菌剂
- 润滑油
- 荧光增白剂
- 电阻树脂
高光泽涂料
- 被称为铸涂
- 两项专利:
沃伦系统
- 吹塑粉刷在灰泥上的应用
- 这意味着获得非常平稳的支持
- 涂灰泥->预干燥(红外)——-> 180°镀铬圆筒
- 从镀铬滚筒中出来时非常干燥
冠军系统
- 灰泥应用——––> 80°镀铬圆筒
- 在两种情况下,这种类型的灰泥仅在一侧完成。 如果两者都想要,可以通过将两个与一个脸部进行对比来完成。
优秀的文章
纤维纸的研究将是一个补充