
At vide hvordan fremstilles papiretDu skal vide, hvor, hvordan og hvem opfandt det, og hvad var dets transformation gennem årene. Enhver god designer skal vide det hvad er det lavet af det medium, hvor deres arbejde vil blive set.
Opfundet i Kina af Han Hsin i begyndelsen af det XNUMX. århundrede f.Kr. Den første idé var at opfinde et billigt stykke tøj. Ts'ai Lum mindede om opfindelsen af Han Hsin og han fandt ud af, at han kun manglede noget for at binde garnets fibre og også for at vandtætte dem (dette blev opnået ved at koge de alger, der kaldes agar agar og ved hjælp af gelatinen afgav det. Det Ældste dokument i Spanien er han "Mozarabic Missal » dateret 1040-1050, er det bevaret i klosteret Silos.
evolution
- 1450 Gutenberg opfinder trykpressen.
- 1670 og 1680 Den hollandske bunke blev opfundet, som strimler gammelt tøj, og uddybningen var en efter en.
- 1789 Luis Nicolás Robert - opfandt en maskine, der kunne fremstille lange papirstrimler ved hjælp af et kontinuerligt bånd.
- 1807 Brugen af kaolin som fyldstof vises.
- 1874 Introducerer bisulfitprocessen.
- 1884 Sulfat- eller Krafft-processen vises.
Papirmaterialer
Råmaterialerne til fremstilling af papir er:
- fibre
- Fyldstoffer og pigmenter
- tilsætningsstoffer
fibre
- Træfibre
- Ikke-træfibre
- Syntetiske fibre
Træfibre
Flerårige eller harpiksrige træer
- Fyr i alle dens sorter og gran
- Gennemsnitlig længde mellem 2 og 4 mm, endnu længere
- Høj modstandsdygtighed over for papirer med lav vægt
Løvfældende eller grønne træer
- Eukalyptus, bøg og birk
- 1 mm medium længde
- Dens fibre giver glathed og god dannelse af papirark
- Dens% på papir stiger, når vægten stiger og når 100% på papir over 150 gr / m2.
Ikke-træfibre
De kan være bagasse af sukkerrør og kornstrå, hamp, esparto, bomuld og hør.
Fiberlængde:
- Resinous —————————- 4 mm
- Grøn —————————- 1,5 mm
- Bagasse ——————————– 1,7 mm
- Hvede og byg —————— 1,5 mm
- Esparto —————————— 1,1 mm
- Halm og ris ———————— 0,5 mm
- Bomuld ————————–– 30 mm
Syntetiske fibre
- Fremstilling af grafiske produkter
- Høj styrke opløst polyethylen
Ikke-fibrøse materialer
producere uorganisk som undertiden bliver en del af papiret i store mængder.
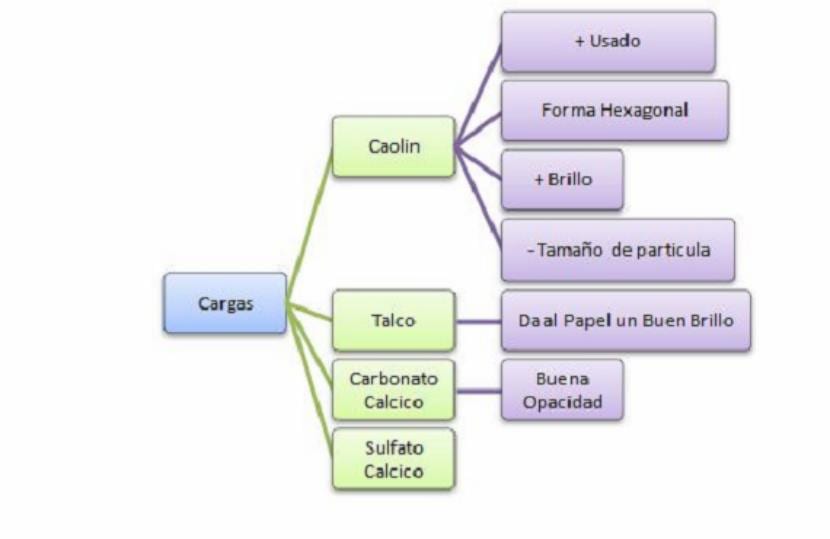
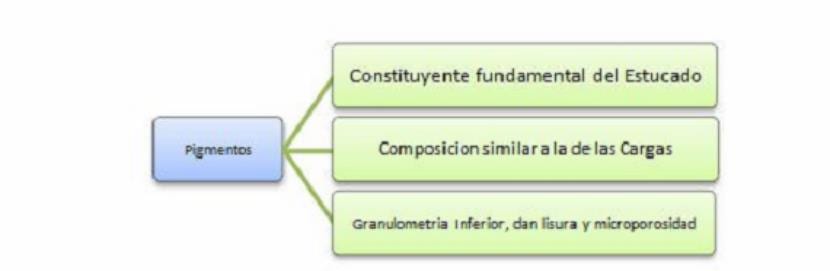
Effekt af ladninger og pigmenter
- Hvidhed og opacitet (brydningsindeks)
- Dens densitet - jo flere belastninger, jo mere grammatik
- Flydende absorption - forhindrer overførsel af blæk
- Geometrisk form - Gør tilstedeværelse mindsket dens mekaniske egenskaber.
Kemisk sammensætning af træ
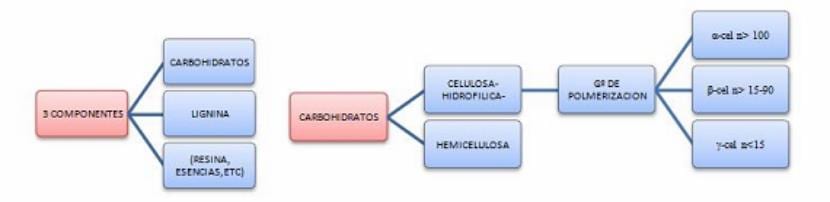
Holocellulose: cellulose + hemicellulose
Lignin: Det er en meget kompleks kemisk forbindelse, der er det, der holder fibrene tæt sammen.
Hvidhed: Det er det synlige spektrum af lys.
Andre produkter:
| RESINOS | Frodig | |
| LIGNIN | 25 -30% | 18-30% |
| CELLULOSE | 40 - 45% | 45 - 50% |
| HEMICELLULOSE | 10-15% | 20 - 30% |
| Harpiks | 4 % | 1,5 - 2% |
Forberedelse af træ
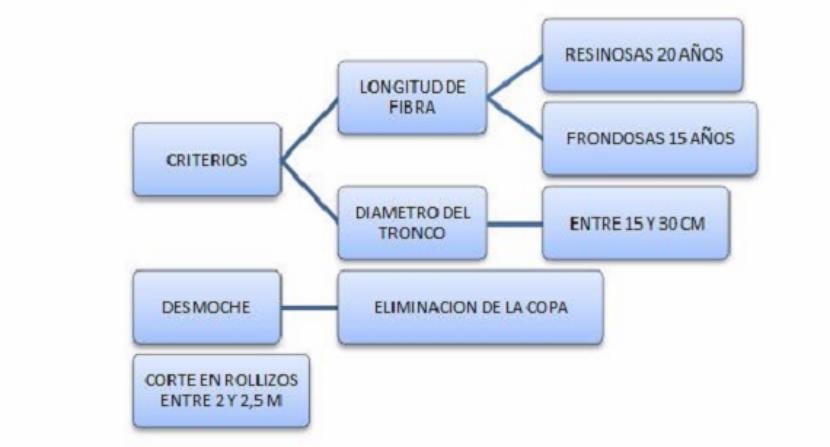
afbarket
- Det er nødvendigt at fjerne det
- Det har ingen fibrøs karakter
- Brug reagenser og energi
- Snavs pastaen
- Vigtigste mellembarktromme
Træopbevaring
- Mellem 25 og 55% fugtighed
- Mellem 25 og 35º temperatur
- Resinous - Ikke mere end et år
- Grønt - Mellem 2 og 6 måneder for at undgå tab af kvalitet
afskalning
Efter afbarkning reduceres logfiler til chips eller CHIPS at være i stand til at skabe visse pastaer, såsom kemisk, halvkemisk og mekanisk raffinering. Størrelsen på chippen vil være relateret til imprægnering af de reagenser, der anvendes i fyringen.
Mekanisk pasta
Klassisk mekanisk pasta
- Fra uklippede træstammer
- Generelt Resinous
- Cylindrisk slibeskive, slibende overflade, konstant fugtet.
vand
- Undgå forbrænding
- Rengør slibeskiven
- Transport af fibrene
2 typer:
- Fortsætter: Warren de Cadena
- Dashed: Great Northen
Advantage:
- Høj ydeevne (95%)
- Gode håndegenskaber (
Ulemper:
- Vanskelig blegning
- Lav hvidhed <80%
- Beskadiger fibervæggen
Flisning eller raffinering af mekanisk papirmasse:
- Disc-makuleringsmaskiner, papirmasse af højere kvalitet
- Bedre fysiske egenskaber
Fordele:
- Mulighed for at bruge afvist træ
- Mulighed for at bruge hårdttræ
- Ensartet kvalitetspasta
Ulemper:
- Højere investering
- Højere energiforbrug
- Højere vedligeholdelsesomkostninger
Termomekanisk pasta
- De mekaniske egenskaber ved chippastaen forbedres
- Til dette indføres damp ved høj temperatur for at opvarme chipsene, før de føres ind i raffineringsskiven, hvilket forårsager blødgøring af lignin og formindskelse af fibrenes styrke.
- Tendens til at blive gammel og blive gul
- Høj opacitet. velegnet til let papir.
Kemisk-termomekanisk pasta
- Højt udbytte
- Bedre fysiske forhold end konventionelle mekaniske pastaer
- Chips reduceret i størrelse, derefter i en rådner, hvor der er sodavand ved en Tº på 60 til 80 ° i 3 timer. (I tilfælde af kemisk pasta koges den i længere tid og ved en højere temperatur).
Kemisk pasta
- Graden af fjernelse af lignin vil være større, jo kraftigere fyringsbehandlingen af træet.
2 systemer:
- Al bisulfit
- krafft
Bisulfit
- Oprettet i Sverige i 1874
- Madlavning er en bisulfit med en calcium-, magnesium- eller ammoniumbase.
- Tilberedningstemperatur mellem 130º og 140º
- Tilberedningstid mellem 6 og 8 timer
- Delignifikation er enkel og producerer pastaer rige på hemicelluloser, der er velegnede til glaslignende papirer.
- Har ingen kemisk genopretning
- Udbytte mellem 45 og 55%
krafft
- Stort boost på grund af inkorporeringen af genopretningskedlen.

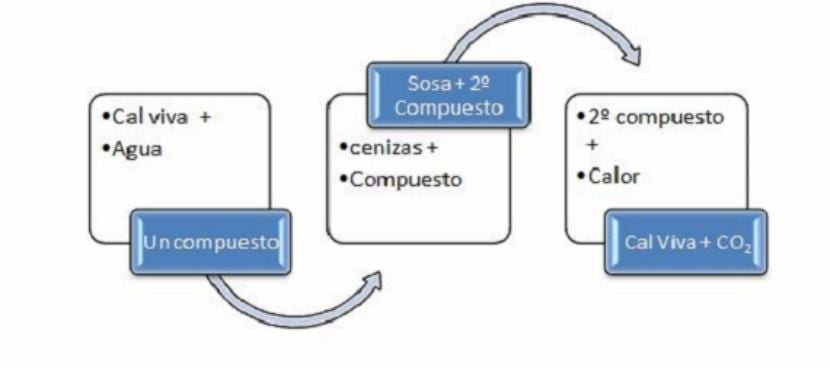
Gendannelsesproces
Sorte væsker dannet af organisk stof, mineral og vand i en koncentration på 18 til 20%, ved en fordamper hæves koncentrationen til 60%. Senere brændes det og producerer varme. Asken er lavet af natriumcarbonat. Bagefter genvindes sodavand. Udbytte 45 til 55%.
Blegning
Formålet med blegning er at fjerne lignin, der ikke er fjernet ved madlavning.
Konventionel blegning
- Klorering
- ekstraktion
- Chlordioxid
- ekstraktion
- Chlordioxid
- Mellem hver fase er der en vaskefase.
Klordioxidblegning
- Deslignifikation med ilt, derefter koges den, og derefter påføres en behandling med chlordioxid.
Ozonblegning
- Nedbrydninger + cellulose
- Hvidhed større end 90%
- Uacceptable resultater med hensyn til modstandstab
Enzymblegning
- Enzymer plus andre blegemidler
- Meget overlegen hvidhed
- Chlordioxidreduktion med 10-15%
Oxygeneret vandblegning
- Hydrogenperoxid, der anvendes i kemisk-termomekaniske pastaer
rensning
- Integreret fabrik - Den sendes gennem rør.
- Ikke-integreret - I kartonen fremstilles pastaark med en luftfugtighed på 10% for at lette transporten.
- Jo mere vand, jo mindre tid til mulige svampe.
Fibre klassificeres i
- Primære fibre
- Sekundære fibre
Primære fibre
- De fås fra træ eller andre typer vegetabilske planter, de er førstegangsfibre. Skrot fra papirfabrikker fra affald betragtes som primære fibre.
pulper:
- Det er en beholder med en spiral i sin nedre del, der omrører pastapladerne og individualiserer fibrene og fremstiller en vandig suspension mellem 6% og 12% tørstof i vand.
- Apparatet tømmes ved at føre blandingen gennem et rist, der ikke tillader passage af store fragmenter.
- Vandet, der anvendes i pulperen, er hvidt, det er genbrugsvand fra selve fabrikken (det er hvidt på grund af indholdet af fibre og fyldstoffer).
- Lange og korte fibre placeres separat i pulperen. De blandes ikke før efter raffinering.
Strippere:
- De bruges til at løse problemet med dårligt strimlet partikler fra papirmassen. Sprederen består af to skiver udstyret med tænder eller fremspring.
Raffinering:
Gennem raffinering får det egenskaberne til at producere de mest forskellige typer og slags papir. Hvert papir kræver en passende forbedring, disse er nogle typer:
- Hollandsk stak
- Lille vinkel konisk raffinerer
- Vidvinklet konisk raffinerer
- Diskforfining
Uanset hvilken type raffinering der udføres, udføres den grundlæggende operation mellem et fast element og et roterende element, der passerer pastaen imellem dem.
Efter raffinering udsættes fibrene for en mere eller mindre energisk handling, der giver en effekt, der:
Ryst og ryst:
- Fiberen er hydreret
- Gnide. Fiberen smelter i fibriller
- Forskydning - Fiberen gennemgår en reduktion i længde eller snit.
- Fibrillering er frigivelsen af fibriller og den finere produktion, hvilket resulterer i en mærkbar stigning i det specifikke overfladeareal, hvilket forbedrer tårelængden og sprængning af papiret.
Højere fibrillering + Højere dimensionel ustabilitet
Raffineringsoperationen styres på maskinniveau ved hjælp af en anordning, der måler afvandingskapaciteten eller den relative hastighed, hvormed pastaen lader vandet løbe ud. Det måles i Shopper-Riegler-kvaliteter (SRº), jo højere værdi, jo større er raffinementet.
En højere raffinement = Lille afvanding
Mindre raffinering = Meget dræning
Når den er raffineret, opbevares pastaen i store kar med omrøring.
Sekundære fibre
- Fibre, der allerede har gennemgået mindst en fremstillingsproces, modtager dette navn.
- De er kendt under navnet PAPIR, de kan blandes med de primære, eller de kan være 100% sekundære.
- Indsamlingscentre er ofte i store byer, og lange ture til fabrikker kan gøre dem uøkonomiske.
- Det er muligt at genvinde mere end 50%
pulper
- Ikke kun vil det fungere som en opløsning af papiret, men det vil også fungere som en skrubber, hvilket eliminerer urenheder som reb og ledninger.
- Processen kan afsluttes med en splinter
Afskaffet
Det er lavet med kemikalier, der er logisk forbundet med varme og brugen af mekanisk energi til at fjerne blækket fra papiret.
3 produkter:
- Vaskemidler: fjern blæk
- Dispersanter: Så blækket går ud af vandet og ikke afsættes igen.
- Skummidler: Gør det lettere at fjerne blæk.
Afsænkningsproces
Bestemt ved vask
- Det er den ældste
- Fungerer godt ved at fjerne partikler i størrelsen 1 til 10 mikron
Flotation affarvet
- Det er den mest anvendte
- Formålet med de kemikalier, der tilsættes, er skumdannelse og flokkulering af blækket.
- Det er mere effektivt end vask, da det fjerner både større blækpartikler, og tabet af fiber er mindre.
- Du har brug for mindre vand i processen
Kombinerede processer
- Vask tjener til at fjerne små blækpartikler såvel som papirbelastninger og forbedrer den efterfølgende flotationsproces.
Bestemt af enzymer
- En ny tendens i deinking-processen. Et af problemerne kan være skumdannelsen.
- Der er tab af fibre og modstand
- De kan ikke genbruges på ubestemt tid, de tillader kun 3 til 5 anvendelser.
Arkdannelse
- Fra dette øjeblik er fremstillingen nøjagtig den samme for enhver form for papir. Forskellen vil blive givet af dens sammensætning og finish.
- Arkformation: Transformer pastaflow til et bredt og ensartet ark.
Blandekar
Hvor de forskellige komponenter tilføjes i henhold til papirtypen, såsom:
- fibre
- Optiske lysere
- belastninger
- Tilsætningsstoffer i gen
- Størrelsesmidler
Debuggere
Uønskede partikler fjernes.
2 typer
Probabilistisk
- De fjerner klodsede partikler baseret på sandsynligheden for, at de vil passere gennem en perforeret skærm eller mesh.
Centrifugal
- De drager fordel af den centrifugale drejningskraft af pastaen inden i koniske legemer, der adskiller de tungeste partikler, der kommer ud gennem den åbne nedre ende.
De to systemer kombineres normalt for at opnå større effektivitet.
Hovedkasse eller maskinhoved
- Grundelement til dannelse af brede og tynde ark
- De har brug for konstant og ensartet strøm af pastaindløb.
Manifold
- Enhed, der gør pastaens tryk og flow konstant over hele bredden af boksindløbet.
- Ekspansionskammer: Hjælper med et bedre arrangement af fibre i suspension.
Mængden af suspension eller fortyndet pasta, der skal nå stoffet, skal være den nødvendige for at:
- Giv grammatikken
- Hjælp træning
- Spor produktionshastighed
- Få en ensartet profil
Dette er reguleret:
- Flow (mængde)
- Konsistens (tæthed)
Fladt bord
- 7 eller 8 meter bred
- Hjælper med at fjerne vand ved afvanding
- Stoffet har en tværgående bevægelse kaldet tracheofor at orientere fibrene og undgå dekompensering.
- Maskinsensor: Fiberretning
- Tværgående retning: Mod fiber
- Gamle maskiner: hastighed mellem 30-40 m / min
- For 4 eller 5 år siden: hastighed mellem 800 - 900 m / min
- I øjeblikket: Hastighed mellem 1300 - 1400 m / min (disse har ikke sporing)
2 bordtyper
Konventionel:
- Stofside: En del af papiret, der rører ved det. Mere ru
- Filt ansigt: Øvre ansigt. Glattere til mere% af belastningerne
Dobbelt stof:
- Det gør det muligt at lede afvandingen opad gennem sugekasser og opnå mere symmetriske plader. Hastigheder fra 1400 - 1500 m / min
Tela
- Det skal muliggøre god fordeling af pastaen
- Vandafløb
- Forhindre passage af fibre
- Undgå, at fibre klæber til det
- Let vask
- 2 typer:
- Plast: + pris + holdbarhed
- Afvanding: er eliminering af vand
Afvandingsruller
- De understøtter stoffet og fjerner vand. Det bruges ikke, når maskinen overstiger 300 m / min
folier
- De er elementer sammensat af stænger, der ikke roterer, og stoffet glider på dem.
- De holder længere og er mere progressive.
- Det er det mest almindelige element i den første dræningszone.
Blivende kasser
- Mere energisk handling
- Tomrummet er progressivt
- Antal kasser afhænger af maskinens længde
- Arbejder med vakuumpumper.
Sugecylinder
- Sidste dræningselement på bordet
- Kontakt med stoffet er buet og med lille overflade
- Har en perforeret metaljakke, der roterer med stofhastighed
Skumdræber eller skælvalse
- Bæres kun af konventionelle borde
- Hjælper med at opnå en glattere og ensartet klinge
- Kan lave vandmærker
- Hovedkasse —————- 99% vand ———————- 1% fiberstof
- Tøjenden ——————- 80% vand —————– 20% fiberstof
Presser
- Den våde presning af papirarket udføres i kontakt med en filt
- Det vil gå fra 80% til 60% fugtighed
Hvis ønsket
- Fjerner resterende vand ved hjælp af varme
- To dele: 1. tør og 2. tør
- Mellem dem er der anbragt et system, der giver papiret en overfladebehandling
- Temperaturen stiger gradvist fra 70 ° til 120 - 130 °
- Fibrene krymper i størrelsesordenen 20% i bredden og 1% - 2% i længden. Dette skaber interne spændinger.
- I slutningen af 2. rækkefølge er rullerne forfriskende
Overfladebehandling
De kan være flere:
- Størrelse-tryk (mest aktuelle)
- Port - Rulle
- Bill - Blade
Tryk på størrelse
Det er det enkleste
Det består i at påføre et lille lag bindemiddel.
- Hvis det kun er bindemiddel = Offset papir
- Hvis det er bindemiddel + pigment = pigmenteret papir
Beløb
- Offset papir = 1-2 gr / m2
- Pigmenteret papir = 4-5 gr / m2
Forbedre udskrivningsevne
Nogle gange er størrelsespressen præcoatet
Portrulle
- Sauce overføres til applikatorvalserne ved hjælp af en mellemvals
- Giver dig mulighed for at anvende en større mængde lag
- Bruges ofte til maskinbelagt papir
- Let lag på 8-10 gr / m2 pr. ansigt
næb-blad
- System, der anvendes til maskinbelægning
- Ansøgningen foretages på den ene side med et blad og på den anden side med en rulle.
Lisas
- Maskine sammensat af metalruller (fra 2 til 5)
- Dens funktion er at udjævne papiret og regulere tykkelsen på tværs af papirets bredde.
- De skinner ikke
- De går normalt efter køleruller
- Virkningen afhænger af papirets tryk og antallet af passager gennem kontaktledninger eller NIPS.
Pope
Når papiret er passeret gennem glatterne, rulles det op i en maskine kaldet pave, så kan det følge to stier
- Ubestrøget eller maskinbestrøget papir ———-> Overflader
- Hvis det er papir ud af maskinen, går det til belægningsmaskinen
Væskerne, der sendes til belægningshovedet, screenes for at eliminere urenheder.
Coater
- Det er maskinen, der anvender stuk sauce på understøtningen
Belagt skraber
- Det er den mest almindelige
- Det påføres ved hjælp af en rulle, og det udlignes og doseres ved hjælp af en stålplade
- 2 typer vinger: Stiv (90 ° skrå) eller Fleksibel (45 ° ekstrem kant)
- Den stive giver mellem 12 - 13 gr / m2 stuk sauce
- Fleksibel giver mellem 22 - 23 gr / m2 stuk sauce
- De kan arbejde med hastigheder mellem 600 - 700 m / min. selvom der nu er maskiner, der arbejder ved 1200 m / min.
- Papirets glathed bliver mindre, jo bedre bliver papirets glathed.
Belagt blæserlæbe
- Overskydende væske tilføres med rulle, som derefter fjernes med trykluft
- Mellem 20 og 40 gr / m2
- Ikke mere end 350 m / min
- Sauce med lav viskositet
- Mindre perfekt end skraber
Til fremstilling af belægningsmaterialer, du har brug for
- En tank til madlavning
- En omrører til at sprede og homogenisere dejens komponenter
- Filtre til fejlretning
- Reserve depositum
- Pumper til overførsel af stuk
Blanding af komponenter
Om pigmenter:
- Bindemidler
- Skumdæmpere
Additiver som:
- Farvestoffer
- Mikrobicider
- Smøremidler
- Optiske lysemidler
- Harpiks til modstand
Højglansbelægning
- Kendt som støbt belagt
- To patenter:
Warren-systemet
- Påføring af stuk med blæserlæbe
- Det indebærer at have en meget glat støtte
- Påfør stuk ——> Fortørring (infrarød) ——-> 180 ° krom cylinder
- Konditioneret, da det kommer meget tørt ud fra kromcylinderen
Championsystem
- Anvendelse af stuk ——–> 80 ° krom cylinder
- Denne type stuk udføres i begge tilfælde kun på den ene side. Hvis du vil have begge dele, gøres det ved at kontrastere to med et ansigt.
UDMÆRKET ARTIKEL
undersøgelsen af fiberpapir ville være et supplement