
Tiedä miten paperi tehdäänSinun on tiedettävä missä, miten ja kuka keksi sen ja mitkä olivat sen muutokset vuosien varrella. Jokaisen hyvän suunnittelijan tulisi tietää mistä se on tehty väline, jossa heidän työnsä nähdään.
Keksi Kiinassa Han Hsin XNUMX. vuosisadan alussa eKr. Ensimmäinen idea oli keksiä edullinen vaatekappale. Ts'ai Lum muistutti keksinnöstä Han Hsin ja havaitsi, että puuttui vain jotain langan kuitujen sitomiseksi ja myös vedenpitäväksi (tämä saavutettiin keittämällä levät, joita kutsuttiin Agar agar ja käyttämällä gelatiinia se antoi. Vanhin asiakirja Espanjassa onko hän "Mozarabic Missal » päivätty 1040-1050, se on säilynyt Siilon luostarissa.
Evolucion
- 1450 Gutenberg keksi painokoneen.
- 1670 ja 1680 Keksittiin hollantilainen kasa, joka murskaa vanhat vaatteet ja työstö oli yksi kerrallaan.
- 1789 Luis Nicolás Robert- Keksi kone, joka voisi jatkuvan teipin avulla tehdä pitkiä paperiliuskoja.
- 1807 Kaoliinin käyttö täyteaineena ilmestyy.
- 1874 Esittelee bisulfiittimenetelmän.
- 1884 Sulfaatti- tai Krafft-prosessi ilmestyy.
Paperimateriaalit
Raaka-aineet paperinvalmistukseen ovat:
- kuidut
- Täyteaineet ja pigmentit
- lisäaineet
kuidut
- Puukuidut
- Muut kuin puukuidut
- Synteettiset kuidut
Puukuidut
Monivuotiset tai hartsipuut
- Mänty kaikilla lajikkeillaan ja kuusi
- Keskimääräinen pituus 2-4 mm, jopa pidempi
- Korkea kestävyys matalan neliömetrin paperille
Lehti- tai lehtipuita
- Eukalyptus, pyökki ja koivu
- 1 mm keskipitkä
- Sen kuidut tarjoavat tasaisuuden ja hyvän paperiarkin muodostumisen
- Sen prosenttiosuus paperista kasvaa neliömetrin kasvaessa, ja se voi saavuttaa 100% yli 150 gramman / m paperilla2.
Muut kuin puukuidut
Ne voivat olla sokeriruo'on ja viljan olkien, hampun, esparton, puuvillan ja pellavan pussi.
Kuidun pituus:
- Hartsimainen ————————-- 4 mm
- Lehtiä --————————- 1,5 mm
- Bagasse —————————– 1,7 mm
- Vehnä ja ohra —————— 1,5 mm
- Esparto-ruoho ————————— 1,1 mm
- Olki ja riisi ———————- 0,5 mm
- Puuvilla ————————– 30 mm
Synteettiset kuidut
- Graafisten tuotteiden valmistus
- Erittäin luja liuennut polyeteeni
Ei-kuitumateriaalit
Tuotteet epäorgaaninen joita joskus tulee osaksi paperia suurina määrinä.
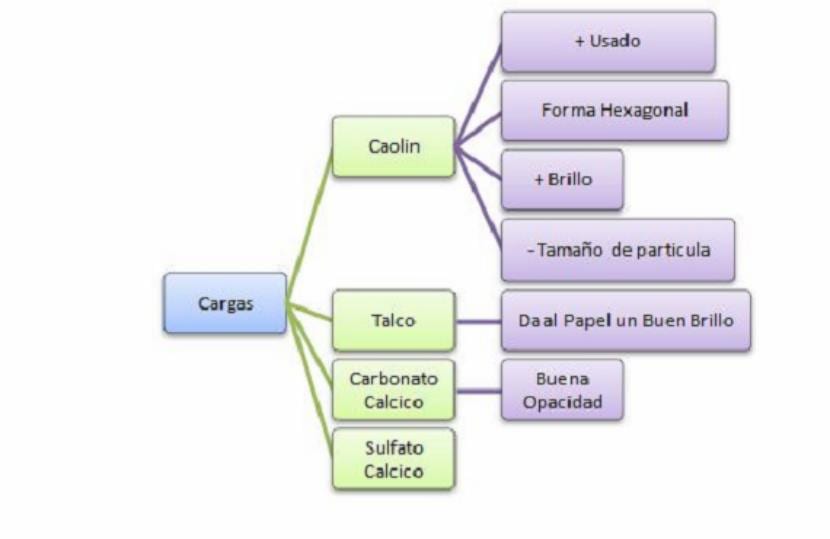
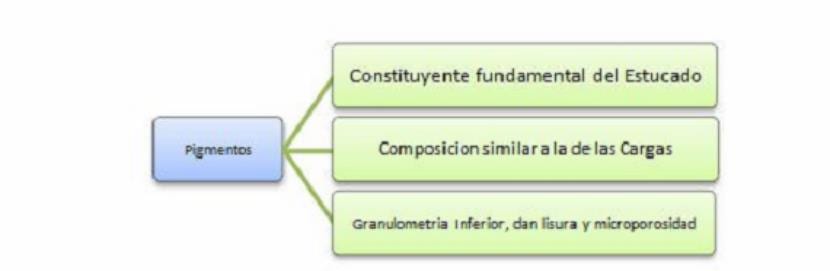
Maksujen ja pigmenttien vaikutus
- Valkeus ja peittävyys (taitekerroin)
- Sen tiheys - mitä enemmän kuormia, sitä enemmän neliömetriä
- Nesteen imeytyminen - Estää musteen siirtymisen
- Geometrinen muoto - saa läsnäolon heikentämään sen mekaanisia ominaisuuksia.
Puun kemiallinen koostumus
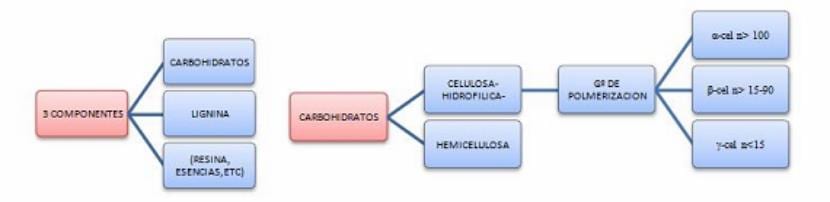
Holoselluloosa: selluloosa + hemiselluloosa
Ligniini: Se on hyvin monimutkainen kemiallinen yhdiste, joka pitää kuidut tiukasti yhdessä.
Valkoisuus: Se on valon näkyvä spektri.
Muut tuotteet:
| RESINOT | Rehevä | |
| LIGNIN | 25 -30% | 18-30% |
| SELLULOOSA | 40 - 45% | 45 - 50% |
| HEMISELLULOOSA | 10-15% | 20 - 30% |
| Hartsit | 4% | 1,5 - 2% |
Puun esikäsittely
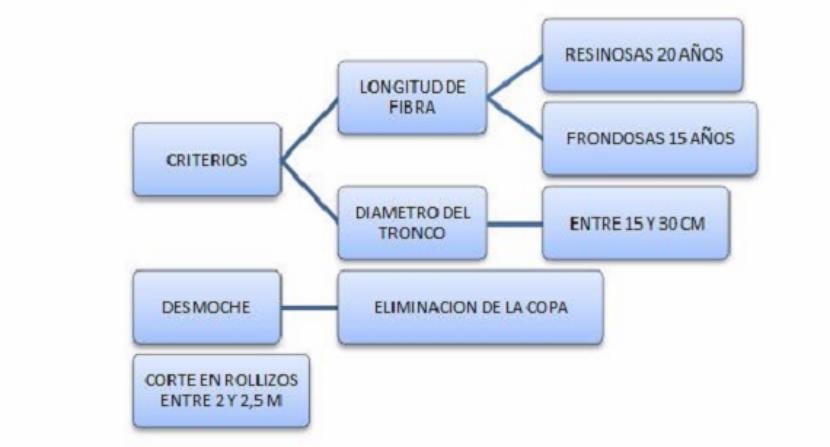
Kuorittu
- Se on tarpeen poistaa
- Sillä ei ole kuitua
- Kuluta reagensseja ja energiaa
- Likaa pasta
- Keskimmäinen kuorintarumpu
Puun varastointi
- Kosteus 25--55%
- Lämpötilan välillä 25-35 °
- Hartsimainen - enintään vuosi
- Leafy - 2-6 kuukautta laadun heikkenemisen välttämiseksi
lohkeilu
Kuorinnan jälkeen lokit pelkistetään siruiksi tai CHIPS pystyä luomaan tiettyjä tahnoja, kuten kemiallista, puolikemiallista ja mekaanista puhdistusta. Sirun koko riippuu polttamisessa käytettyjen reagenssien kyllästämisestä.
Mekaaninen tahna
Klassinen mekaaninen pasta
- Leikkaamattomista puuhirsistä
- Yleensä hartsi
- Sylinterimäinen hiomalaikka, hankaava pinta, jatkuvasti kostutettu.
vesi
- Vältä palamista
- Puhdista hiomalaikka
- Kuljeta kuidut
2 tyyppiä:
- Jatkuu: Warren de Cadena
- Katkoviiva: Suuri pohjoinen
Etu:
- Korkea suorituskyky (95%)
- Hyvät käden ominaisuudet (
Haitat:
- Vaikea valkaisu
- Matala valkoisuus <80%
- Vaurioittaa kuituseinää
Mekaanisen massan haketus tai puhdistaminen:
- Kiekkomurskaimet, korkealaatuisempaa massaa
- Paremmat fyysiset ominaisuudet
Hyödyt:
- Mahdollisuus käyttää hylättyä puuta
- Lehtipuun käyttömahdollisuus
- Tasalaatuinen tahna
Haitat:
- Suuremmat investoinnit
- Suurempi energiankulutus
- Korkeammat ylläpitokustannukset
Termomekaaninen tahna
- Hakepastan mekaaniset ominaisuudet paranevat
- Tätä varten höyryä johdetaan korkeassa lämpötilassa lastujen lämmittämiseksi ennen niiden viemistä jauhinlevyyn aiheuttaen sen pehmenemisen ligniini ja vähentämällä kuitujen lujuutta.
- Taipumus vanheta ja muuttua keltaiseksi
- Suuri peittävyys. sopii kevyelle paperille.
Kemiallisesti termomekaaninen tahna
- Korkea suorituskyky
- Paremmat fyysiset olosuhteet kuin tavanomaiset mekaaniset tahnat
- Pelimerkit ovat pienempiä, sitten keittimessä, jossa soodaa on 60–80 astetta, 3 tunnin ajan. (Kemiallisen tahnan tapauksessa se kypsyy pidempään ja korkeammassa lämpötilassa).
Kemiallinen tahna
- Ligniinin poistumisaste on sitä suurempi, mitä voimakkaampi puun polttokäsittely on.
2 Järjestelmät:
- Al-bisulfiitti
- krafft
Bisulfiitti
- Luotu Ruotsissa vuonna 1874
- Keittolipeä on bisulfiitti, jossa on kalsium-, magnesium- tai ammoniumemästä.
- Keittolämpötila välillä 130–140 °
- Kypsennysaika 6-8 tuntia
- Delignifikaatio on yksinkertaista, ja se tuottaa runsaasti hemiselluloosapastoja, jotka soveltuvat lasimaisille papereille.
- Ei kemiallista talteenottoa
- Saanto välillä 45 ja 55%
krafft
- Suuri vauhti talteenottokattilan sisällyttämiseen.

Palautusprosessi
Orgaanisen aineen, mineraalin ja veden muodostamat mustalipeät pitoisuutena 18 - 20% haihduttimen avulla nostetaan 60 prosenttiin. Sitten se poltetaan tuottaen lämpöä. Tuhka koostuu natriumkarbonaatista. Sen jälkeen sooda otetaan talteen. Saanto 45 - 55%.
Valkaisu
Valkaisun tarkoituksena on poistaa ligniini, jota ei ole poistettu keittämällä.
Tavanomainen valkaisu
- Klooraus
- Uuttaminen
- Klooridioksidi
- Uuttaminen
- Klooridioksidi
- Jokaisen vaiheen välillä on pesuvaihe.
Klooridioksidin valkaisu
- Hapen vähennys, sitten se keitetään ja sitten käsitellään klooridioksidilla.
Otsonivalkaisu
- Hajoaa + selluloosa
- Valkoisuus yli 90%
- Ei-hyväksyttävät tulokset resistenssin menetyksessä
Entsyymin valkaisu
- Entsyymit plus muut valkaisuaineet
- Paljon ylivoimainen valkoisuus
- Klooridioksidin vähennys 10-15%
Hapetetun veden valkaisu
- Vetyperoksidi, jota käytetään kemiallis-termomekaanisissa tahnoissa
poistumavaihetta
- Integroitu tehdas - Se lähetetään putkien kautta.
- Ei integroitu - Pakkauksessa pastalevyt valmistetaan 10% kosteudella kuljetuksen helpottamiseksi.
- Mitä enemmän vettä, sitä vähemmän aikaa mahdollisille sienille.
Kuidut luokitellaan
- Ensisijaiset kuidut
- Toissijaiset kuidut
Ensisijaiset kuidut
- Ne ovat peräisin puusta tai muuntyyppisistä vihanneskasveista, ne ovat ensikäyttöisiä kuituja. Jätteistä peräisin olevien paperitehtaiden romuja pidetään ensisijaisina kuiduina.
Pulperi:
- Se on säiliö, jonka alaosassa on kierre, joka sekoittaa pastalevyt ja yksilöi kuidut valmistamalla vesisuspensiota 6 - 12% kuiva-aineesta vedessä.
- Laite tyhjennetään johtamalla seos arinan läpi, joka ei salli suurten palojen kulkemista.
- Massassa käytetty vesi on valkoista, se on itse tehtaan kierrätettyä vettä (se on valkoista kuitujen ja täyteaineiden vuoksi).
- Pitkä ja lyhyt kuitu sijoitetaan erikseen pulpperiin. Ne sekoittuvat vasta puhdistamisen jälkeen.
Stripparit:
- Niitä käytetään sellun huonosti silputtujen hiukkasten ongelman ratkaisemiseen. Hakkurit koostuvat kahdesta kiekosta, joissa on piikit tai ulkonemat.
Jalostus:
Jalostamalla sille annetaan ominaisuudet tuottaa erilaisimpia paperityyppejä ja -tyyppejä. Jokainen paperi vaatii sopivaa viimeistelyä, nämä ovat joitain tyyppejä:
- Hollannin pino
- Pieni kulma kartiomainen hienosäätää
- Laajakulmainen kartiomainen hienosäätö
- Levyn tarkennus
Jauhatustyypistä riippumatta, perusoperaatio suoritetaan kiinteän ja pyörivän elementin välillä, välittäen tahnan niiden väliin.
Puhdistuksen jälkeen kuiduille tehdään enemmän tai vähemmän energinen vaikutus, joka tuottaa vaikutuksen, joka:
Ravista ja ravista:
- Kuitu on hydratoitunut
- Hieroa. Kuitu hajoaa fibriileiksi
- Leikkaus - kuidun pituus tai leikkaus pienenee.
- Fibrillaatio on fibrillien vapautumista ja hienompaa tuotantoa, mikä johtaa huomattavaan ominaispinnan kasvuun, mikä parantaa repäisypituutta ja paperin murtumista.
Korkeampi värähtely + Suurempi epävakaus
Puhdistustoimintaa ohjataan koneella laitteella, joka mittaa vedenpoistokapasiteetin tai suhteellisen nopeuden, jolla tahna antaa veden valua. Se mitataan Shopper-Riegler-luokissa (SRº), mitä suurempi arvo, sitä suurempi tarkennus.
Korkeampi tarkkuus = vähän vedenpoistoa
Vähemmän puhdistusta = Paljon vedenpoistoa
Puhdistettu pasta varastoidaan suuriin astioihin sekoittaen.
Toissijaiset kuidut
- Kuidut, joille on jo tehty vähintään yksi valmistusprosessi, saavat tämän nimen.
- Ne tunnetaan nimellä PAPERI, ne voidaan sekoittaa ensisijaisiin tai ne voivat olla 100% toissijaisia.
- Keräyskeskukset ovat usein suurissa kaupungeissa, ja pitkät matkat tehtaisiin voivat tehdä niistä epätaloudellisia.
- On mahdollista saada takaisin yli 50%
pulpperi
- Se ei toimi vain paperin hajottajana, vaan se toimii myös pesurina, joka poistaa epäpuhtaudet, kuten köydet ja vaijerit.
- Prosessi voidaan lopettaa sirulla
Lopetettu
Se on valmistettu kemikaaleista, jotka ovat loogisesti sidoksissa lämpöön ja mekaanisen energian käyttöön musteen poistamiseksi paperista.
3 tuotetta:
- Pesuaineet: Poista muste
- Dispergointiaineet: Jotta muste poistuu vedestä eikä laskeudu uudelleen.
- Vaahtoavat aineet: Helpottaa musteen poistamista.
Tyhjennysprosessi
Tarkoitettu pesemällä
- Se on vanhin
- Toimii hyvin poistamalla 1 - 10 mikronin kokoiset hiukkaset
Kellunta tyhjennetty
- Se on eniten käytetty
- Lisättyjen kemikaalien tarkoitus on musteen vaahdotus ja flokkulointi.
- Se on tehokkaampaa kuin pesu, koska se poistaa sekä suuremmat mustepartikkelit että kuidun menetys on pienempi.
- Tarvitset vähemmän vettä prosessissa
Yhdistetyt prosessit
- Pesu auttaa poistamaan pienet mustepartikkelit sekä paperipakkaukset ja parantaa seuraavaa vaahdotusprosessia.
Entsyymit
- Uusi trendi siistausprosessissa. Yksi ongelmista voi olla korkea vaahdon muodostuminen.
- Kuituja ja vastusta menetetään
- Niitä ei voida kierrättää loputtomiin, ne sallivat vain 3-5 käyttökertaa.
Arkin muodostuminen
- Tästä hetkestä lähtien valmistus on täsmälleen sama kaikenlaiselle paperille. Ero annetaan sen koostumuksella ja viimeistelyllä.
- Arkin muodostaminen: Muuta pastavirta leveäksi ja yhtenäiseksi arkiksi.
Sekoitusallas
Jos eri komponentit lisätään paperityypin mukaan, kuten:
- kuidut
- Optiset kirkasteet
- kuormat
- Lisäaineet geenissä
- Mitoitusaineet
Virheenkorjaajat
Ei-toivotut hiukkaset poistetaan.
2 tyyppiä
Todennäköinen
- Ne poistavat isot hiukkaset sen perusteella, kuinka todennäköisesti ne kulkevat rei'itetyn seulan tai verkon läpi.
Keskipakoinen
- Ne käyttävät hyväkseen pastan keskipakoisvoimaa voiman sisällä kartiomaisissa kappaleissa, jotka erottavat raskaammat hiukkaset, jotka tulevat ulos avoimen alapään kautta.
Nämä kaksi järjestelmää yhdistetään yleensä tehokkuuden parantamiseksi.
Perälaatikko tai koneen pää
- Peruselementti leveiden ja ohuiden levyjen muodostamiseen
- Ne tarvitsevat pastan sisäänmenon jatkuvan ja tasaisen virtauksen.
Moninainen
- Laite, joka tekee pastan paineesta ja virtauksesta vakion koko laatikon sisääntulon leveydelle.
- Laajennuskammio: Auttaa kuitujen parempaa järjestelyä suspensiossa.
Kankaaseen pääsevän suspensiomäärän tai laimennetun tahnan on oltava riittävä:
- Anna neliömetri
- Auta harjoittelemaan
- Seuraa tuotannon nopeutta
- Hanki yhtenäinen profiili
Tätä säännellään:
- Virtaus (määrä)
- Johdonmukaisuus (tiheys)
Litteä pöytä
- 7 tai 8 metriä leveä
- Auttaa poistamaan vettä poistamalla vettä
- Kankaalla on poikittainen liike, jota kutsutaan tracheo, kuitujen suuntaamiseksi ja dekompensaation välttämiseksi.
- Konetaju: kuidun suunta
- Poikittainen suunta: Kuitua vastaan
- Vanhat koneet: nopeus 30-40 m / min
- 4 tai 5 vuotta sitten: nopeus välillä 800 - 900 m / min
- Tällä hetkellä: Nopeus välillä 1300 - 1400 m / min (näillä ei ole jäljitystä)
2 taulukotyyppiä
Perinteinen:
- Kankaan puoli: Osa paperia, joka koskettaa sitä. Karkeampi
- Huovutetut kasvot: Yläosat. Tasaisempi enemmän%: lle kuormista
Kaksinkertainen kangas:
- Sen avulla vedenpoisto voidaan ohjata ylöspäin imulaatikoiden läpi, jolloin saadaan enemmän symmetrisiä levyjä. Nopeus 1400-1500 m / min
Tela
- Sen on sallittava pastan hyvä jakautuminen
- Vedenpoisto
- Estä kuitujen kulkeutuminen
- Estä kuituja tarttumasta siihen
- Helppo pestä
- 2 tyyppiä:
- Muovit: + hinta + kestävyys
- Vedenpoisto: on veden poisto
Vedenpoistotelat
- Ne tukevat kangasta ja poistavat vettä. Sitä ei käytetä, kun kone ylittää 300 m / min
kalvot
- Ne ovat elementtejä, jotka koostuvat tangoista, jotka eivät pyöri ja kangas liukuu niiden päälle.
- Ne kestävät kauemmin ja ovat progressiivisempia.
- Se on yleisin elementti ensimmäisellä vedenpoistovyöhykkeellä.
Pyrkivät laatikot
- Energisempi toiminta
- Tyhjyys on progressiivinen
- Laatikoiden määrä riippuu koneen pituudesta
- Toimii tyhjiöpumppujen kanssa.
Imusylinteri
- Viimeinen tyhjennyselementti pöydällä
- Kankaan kosketus on kaareva ja vähän pintaa
- Siinä on rei'itetty metallitakki, joka pyörii kankaan nopeudella
Vaahtomuovi tai dandy-tela
- Vain tavanomaisten pöytien mukana
- Auttaa saavuttamaan tasaisemman ja tasaisemman terän
- Voi tehdä vesileimoja
- Perälaatikko —————- 99% vettä ———————- 1% kuituaineita
- Kangaspää - 80% vettä - 20% kuituainetta
Puristimet
- Paperiarkin märkäpuristus suoritetaan kosketuksessa huovan kanssa
- Se menisi 80%: sta 60%: n kosteuteen
Haluttaessa
- Poista jäännösvesi lämmöllä
- Kaksi osaa: 1. kuiva ja 2. kuiva
- Niiden väliin sijoitetaan järjestelmä paperin pintakäsittelyä varten
- Lämpötila nousee asteittain 70º: sta 120–130º: een
- Kuidut kutistuvat noin 20% leveydelle ja 1% - 2% pituudelle. Tämä aiheuttaa sisäisiä jännitteitä.
- 2. jakson lopussa rullat ovat virkistäviä
Pintakäsittely
Niitä voi olla useita:
- Koko-painike (uusin)
- Portti - Roll
- Bill - Blade
Koko-painallus
Se on yksinkertaisin
Se koostuu pienen kerroksen sideaineesta.
- Jos se on vain sideaine = Offset-paperi
- Jos se on sideaine + pigmentti = Pigmentoitu paperi
Määrä
- Offset-paperi = 1-2 gr / m2
- Pigmentoitu paperi = 4-5 g / m2
Paranna tulostettavuutta
Joskus kokopuristin on esipinnoitettu
Portti-rulla
- Kastike siirretään applikaattoriteloihin välitelan avulla
- Voit levittää suuremman määrän kerrosta
- Käytetään usein koneella päällystettyihin papereihin
- Kevyt kerros 8-10 gr / m2 kasvoja kohden
Bill-terä
- Koneen päällystykseen käytetty järjestelmä
- Levitys tehdään toisella puolella terällä ja toisella telalla.
Lisas
- Kone koostuu metalliteloista (2-5)
- Sen tehtävänä on tasoittaa paperia ja säätää paksuutta paperin leveydeltä.
- Ne eivät loista
- Niillä on taipumus mennä telojen jäähdyttämisen jälkeen
- Sen vaikutus riippuu paperin paineesta ja kulkujen määrästä kontaktilinjojen tai NIPS.
Paavi
Kun paperi on läpäissyt sileän, se rullataan koneeseen, jota kutsutaan paaviksi, ja se voi seurata kahta polkua
- Päällystämätön tai koneella päällystetty paperi ———-> Viimeistely
- Jos koneesta tulee paperia, se menee päällystyskoneeseen
Pinnoitteen päähän lähetetyt nesteet seulotaan epäpuhtauksien poistamiseksi.
Päällystin
- Kone soveltaa stukkokastiketta tukeen
Päällystetty kaavin
- Se on yleisin
- Se levitetään telan avulla ja tasoitetaan ja annostellaan teräslevyllä
- 2 terätyyppiä: jäykkä (90 asteen viiste) tai joustava (45 asteen äärireuna)
- Jäykkä tuottaa välillä 12 - 13 gr / m2 stukkokastike
- Joustava antaa välillä 22 - 23 gr / m2 stukkokastike
- He voivat työskennellä nopeudella 600-700 m / min. vaikka nyt on koneita, jotka työskentelevät nopeudella 1200 m / min.
- Paperin sileys on vähemmän, sitä parempi paperin sileys.
Pinnoitettu puhaltimen huuli
- Ylimääräinen neste levitetään telalla, joka poistetaan sitten paineilmalla
- 20-40 g / m2
- Enintään 350 m / min
- Matala viskositeetti kastike
- Vähemmän täydellinen kuin kaavin
Tarvittavien päällystemateriaalien valmistukseen
- Säiliö ruoanlaittoon
- Sekoitin taikinan komponenttien dispergoimiseksi ja homogenisoimiseksi
- Suodattimet virheenkorjausta varten
- Varaa talletus
- Pumput stukin siirtämiseen
Komponenttien sekoitus
Tietoja pigmenteistä:
- Sideaineet
- Vaahdonestoaineet
Lisäaineet, kuten:
- Väriaineet
- Mikrobisidit
- Voiteluaineet
- Optiset kirkasteet
- Hartsit vastustusta varten
Kiiltävä pinnoite
- Tunnetaan valupäällystettynä
- Kaksi patenttia:
Warren-järjestelmä
- Stukkilevitys puhallinhuulella
- Se merkitsee erittäin sujuvaa tukea
- Levitä stukki ——> Esikuiva (infrapuna) ——-> 180 ° kromisylinteri
- Ilmastoitu, koska se tulee hyvin kuivana kromisylinteristä
Mestarijärjestelmä
- Stukkilevitys ——–> 80 ° kromisylinteri
- Tämän tyyppinen stukko tehdään molemmissa tapauksissa vain toisella puolella. Jos haluat molemmille, se tehdään yhdistämällä kaksi yhtä kasvoa.
Erinomainen artikkeli
kuitupaperin tutkimus olisi täydennys