
Tudni hogyan készül a papírTudnia kell, hogy hol, hogyan és ki találta fel, és milyen átalakulásai voltak az évek során. Minden jó tervezőnek tudnia kell miből van az a közeg, amelyben munkájuk látható lesz.
Kínában találta ki Han Hsin a Kr. E. XNUMX. század elején. Az első ötlet egy olcsó ruhadarab feltalálása volt. Ts'ai Lum felidézte Han Hsin és azt találta, hogy csak valami hiányzik a fonal szálainak megkötéséhez és vízszigeteléséhez (ezt az ún. Agar-agar és a zselatint felhasználva leadta. A A legrégebbi dokumentum Spanyolországban ő "Mozarab Missal » 1040-1050 keltezéssel a Silos kolostorban őrzik.
Evolution
- 1450 Gutenberg feltalálja a nyomdát.
- 1670 és 1680 Találták fel a holland cölöpöt, amely aprítja a régi ruhákat, és a kidolgozás egyenként történt.
- 1789 Luis Nicolás Robert- Feltalált egy olyan gépet, amely folyamatos szalag segítségével hosszú papírcsíkokat készíthet.
- 1807 Megjelenik a kaolin töltőanyagként való használata.
- 1874 Bevezeti a biszulfit folyamatot.
- 1884 Megjelenik a szulfát vagy a Krafft folyamat.
Papíranyagok
A papírkészítés alapanyagai:
- szálak
- Töltőanyagok és pigmentek
- adalékok
szálak
- Fa szálak
- Nem fa szálak
- Szintetikus szálak
Fa szálak
Évelő vagy gyantás fák
- A fenyő minden fajtájában és a fenyő
- Átlagos hossza 2 és 4 mm között, még hosszabb
- Nagy ellenállás alacsony grammtömegű papírok esetén
Lombhullató vagy leveles fák
- Eukaliptusz, bükk és nyírfa
- 1 mm közepes hosszúságú
- Rostjai simaságot és jó papírlapképzést biztosítanak
- A papírra vetített% -a nő a grammtömeg növekedésével, és képes elérni a 100% -ot 150 gr / m feletti papíroknál2.
Nem fa szálak
Ezek lehetnek cukornád- és gabonaszalmák, kender, esparto, pamut és len bagass.
Rost hossza:
- Gyantás —————————- 4 mm
- Leveles —————————- 1,5 mm
- Bagasse —————————–– 1,7 mm
- Búza és árpa —————— 1,5 mm
- Esparto —————————— 1,1 mm
- Szalma és rizs ———————- 0,5 mm
- Pamut ————————–– 30 mm
Szintetikus szálak
- Grafikai termékek gyártása
- Nagy szilárdságú oldott polietilén
Nem szálas anyagok
gyárt szervetlen amelyek néha nagy mennyiségben a papír részévé válnak.
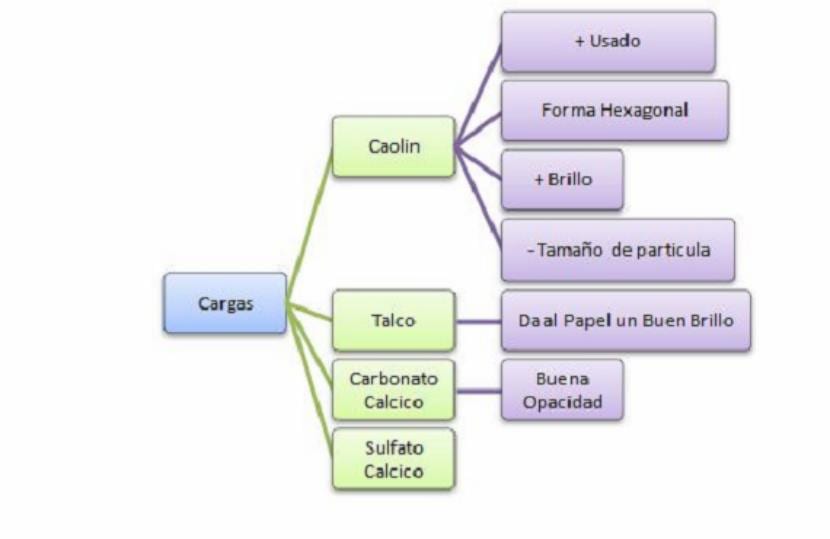
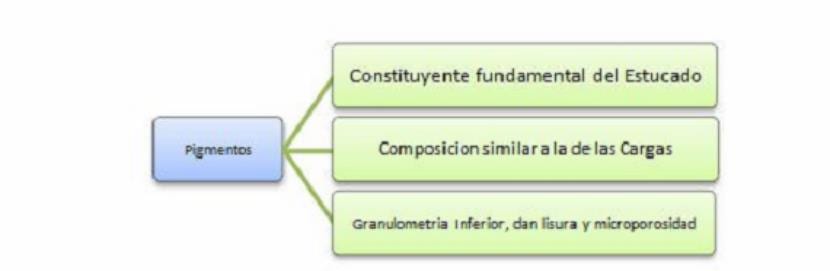
Díjak és pigmentek hatása
- Fehérség és átlátszatlanság (törésmutató)
- Sűrűsége - minél több terhelés, annál nagyobb a gramm
- Folyadék felszívódása - Megakadályozza a tinta átvitelét
- Geometriai forma - A jelenlét csökkenti mechanikai jellemzőit.
A fa kémiai összetétele
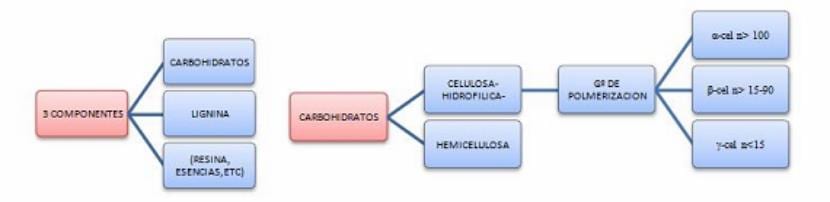
Holocellulóz: cellulóz + hemicellulóz
Lignin: Ez egy nagyon összetett kémiai vegyület, amely szorosan összefogja a szálakat.
Fehérség: Ez a fény látható spektruma.
Más termékek:
| RESINOS | Buja | |
| LIGNIN | 25 -30% | 18 -30% |
| CELLULÓZ | 40 - 45% | 45 - 50% |
| HEMICELLULÓZ | 10 -15% | 20 - 30% |
| Gyanták | 4% | 1,5 - 2% |
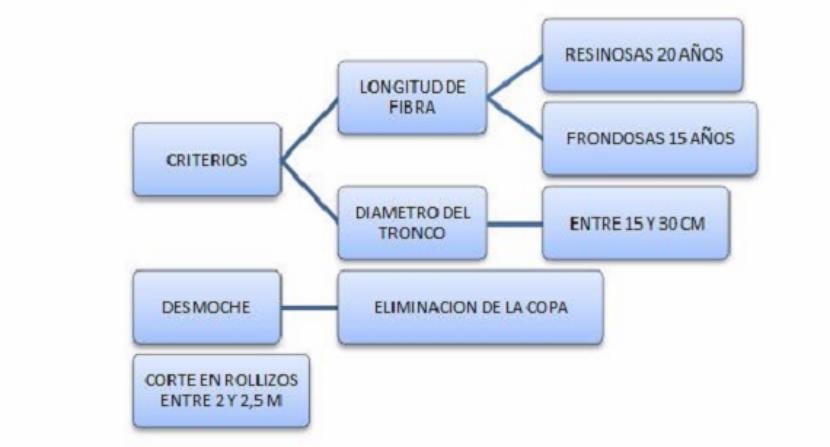
Fa előkészítése
Kéregzett
- El kell távolítani
- Nincs rostos jellege
- Fogyasszon reagenseket és energiát
- Szennyezd be a tésztát
- Fő középső hámozó dob
Fa tárolása
- 25 és 55% közötti páratartalom
- 25 és 35 ° C közötti hőmérséklet
- Gyantás - Legfeljebb egy év
- Lombos - 2 és 6 hónap között a minőségromlás elkerülése érdekében
Csorba
Kihúzás után a rönköket chipekre vagy JÁTÉKPÉNZ bizonyos paszták létrehozására, például kémiai, félkémiai és mechanikai finomításra. A forgács mérete az égetéshez használt reagensek impregnálásával függ össze.
Mechanikus paszta
Klasszikus mechanikus tészta
- Vágatlan fatörzsekből
- Általában gyantás
- Hengeres csiszolókorong, csiszoló felület, folyamatosan nedvesítve.
Víz
- Kerülje az égést
- Tisztítsa meg a köszörülő kereket
- Szállítsa a szálakat
2 típus:
- Folytatás: Warren de Cadena
- Szaggatott: Nagy északi
előny:
- Nagy teljesítmény (95%)
- Jó kézjellemzők (
Hátrányok:
- Nehéz fehérítés
- Alacsony fehérség <80%
- Károsítja a szálfalat
Mechanikus rostanyag aprítása vagy finomítása:
- Tárcsás aprító, jobb minőségű cellulóz
- Jobb fizikai jellemzők
Előnyök:
- Az elutasított fa felhasználásának lehetősége
- Keményfa felhasználásának lehetősége
- Egységes minőségű paszta
Hátrányok:
- Magasabb befektetés
- Magasabb energiafogyasztás
- Magasabb karbantartási költség
Termomechanikus paszta
- Javulnak a forgács paszta mechanikai jellemzői
- Ehhez magas hőmérsékleten gőzt vezetnek be a forgács melegítésére, mielőtt a finomítókorongba vezetnék, ami megpuhul lignin és csökkenti a szálak szilárdságát.
- Hajlam az öregedésre és a sárgára
- Nagy átlátszatlanság. alkalmas könnyű papírhoz.
Vegyi-termomechanikus paszta
- Magas hozam
- Jobb fizikai körülmények, mint a hagyományos mechanikus paszták
- Csökkentett darabkák, majd egy emésztőben, ahol 60–80 ° C-os szódában van szóda, 3 órán át. (Vegyi paszta esetén hosszabb ideig és magasabb hőmérsékleten főz).
Kémiai paszta
- A lignin eltávolítás mértéke annál nagyobb lesz, minél erőteljesebb a fa égetési kezelése.
2 Rendszerek:
- Al-biszulfit
- krafft
Biszulfit
- Létrehozva Svédországban 1874-ben
- A főzőfolyadék kalcium-, magnézium- vagy ammónium-bázisú biszulfit.
- A sütési hőmérséklet 130º és 140º között van
- Főzési idő 6 és 8 óra között
- A delnifikálás egyszerű, és hemicellulózokban gazdag pasztákat eredményez, amelyek üvegszerű papírokhoz alkalmasak.
- Nincs kémiai visszanyerése
- Hozam 45 és 55% között
krafft
- Nagy lendület a visszanyerő kazán beépítéséhez.

Helyreállítási folyamat
A szerves anyag, az ásványi anyag és a víz 18-20% -os koncentrációban képződő fekete folyadékok, párologtató segítségével a koncentrációt 60% -ra emelik. Később megégetik hőtermeléssel. A hamu nátrium-karbonátból készül. Ezután a szódát kinyerik. Hozam: 45-55%.
Fehérítés
A fehérítés célja a főzéssel nem eltávolított lignin eltávolítása.
Hagyományos fehérítés
- Klórozás
- Kivonás
- Klór-dioxid
- Kivonás
- Klór-dioxid
- Minden fázis között van egy mosási fázis.
Klór-dioxid fehérítés
- Oxigénnel történő diszignálás, majd megfőzzük, majd klór-dioxiddal kezeljük.
Ózonfehérítés
- Bomlik + cellulóz
- A fehérség meghaladja a 90% -ot
- Elfogadhatatlan eredmények az ellenállás elvesztése szempontjából
Enzim fehérítés
- Enzimek és egyéb fehérítők
- Sokkal jobb fehérség
- Klór-dioxid-csökkentés 10-15% -kal
Oxigénes víz fehérítése
- Hidrogén-peroxid, kémiai-termomechanikus pasztákban használják
Depuráció
- Integrált gyár - csöveken keresztül küldjük.
- Nem integrált - A dobozban 10% -os páratartalmú tésztalapokat gyártanak, hogy megkönnyítsék a szállításukat.
- Minél több a víz, annál kevesebb idő jut a lehetséges gombákra.
A rostok a következőkbe vannak besorolva
- Elsődleges szálak
- Másodlagos szálak
Elsődleges szálak
- Fából vagy más típusú növényi növényekből nyerik, elsőként használt rostok. A hulladékból származó papírgyárakból származó törmelék elsődleges szálnak számít.
pépesítő:
- Ez egy tartály, amelynek alsó részén spirál van, amely megrázza a tésztalapokat és individualizálja a szálakat, és 6–12% szárazanyag vizes szuszpenziót készít vízben.
- A készüléket úgy ürítik, hogy a keveréket egy rostélyon vezetik át, amely nem engedi át a nagy töredékeket.
- A pépben használt víz fehér, maga a gyár újrahasznosított vize (a rostok és töltőanyagok tartalma miatt fehér).
- A hosszú és a rövid szálat külön-külön helyezzük el a pépben. Csak finomítás után keverednek.
Szedők:
- Ezeket a cellulózból rosszul aprított részecskék problémájának megoldására használják. A forgácsológép két korongból áll, amelyek fogakkal vagy kiemelkedésekkel vannak felszerelve.
Finomítás:
A finomítás révén megkapja azokat a tulajdonságokat, amelyekkel a legkülönfélébb típusú és típusú papírokat lehet előállítani. Minden papír megfelelő finomítást igényel, ezek néhány típus:
- Holland verem
- Kis szögű kúpos finomítás
- Széles szögű kúpos finomítás
- Lemez finomítása
A finomítás típusától függetlenül az alapműveletet egy rögzített és egy forgó elem között hajtják végre, a paszta áthaladva közöttük.
Finomítás után a szálakat többé-kevésbé energikus hatásnak teszik ki, amely olyan hatást vált ki, amely:
Rázza és rázza:
- A rost hidratált
- Dörzsölés. A rost fibrillákká válik
- Nyírás - A rost hossza vagy vágása csökken.
- A fibrilláció a fibrillák felszabadulása és a finomabb termelés, amely a fajlagos felület észrevehető növekedését eredményezi, javítva a könnyhosszat és a papír repedését.
Magasabb fibrilláció + nagyobb méretbeli instabilitás
A finomítási műveletet gépi szinten vezérlik egy eszköz segítségével, amely méri a víztelenítési képességet vagy a relatív sebességet, amellyel a paszta lehetővé teszi a víz elvezetését. Shopper-Riegler fokozatokban (SRº) mérik, minél magasabb az érték, annál nagyobb a finomítás.
Nagyobb finomítás = kevés víztelenítés
Kevesebb finomítás = sok víztelenítés
A finomított tésztát keverés közben nagy kádakban tárolják.
Másodlagos szálak
- A legalább egy gyártási folyamaton átesett szálak ezt a nevet kapják.
- Néven ismerik őket PAPÍR, keverhetők az elsődlegesekkel, vagy 100% -ban másodlagosak lehetnek.
- A gyűjtőközpontok gyakran nagyvárosokban vannak, és a gyárakba tett hosszú utak gazdaságtalanná tehetik őket.
- Lehetséges több mint 50% visszanyerése
pépesítő
- Nemcsak a papír szétesőjeként, hanem mosóként is működik, és megszünteti az olyan szennyeződéseket, mint a kötelek és huzalok.
- A folyamat egy szilánkkal zárható le
Folytatódik
Olyan vegyi anyagokkal készül, amelyek logikusan kapcsolódnak a hőhöz és a mechanikai energia felhasználásával eltávolítják a tintát a papírról.
3 termék:
- Mosószerek: távolítsa el a tintát
- Diszpergálószerek: Annak érdekében, hogy a tinta kimenjen a vízből, és ne rakódjon le újra.
- Habzásgátlók: megkönnyíti a tinta eltávolítását.
Ürítési folyamat
Mosással szánják
- A legrégebbi
- Jól működik 1-10 mikron méretű részecskék eltávolításával
Az úszás ürítés nélkül
- Ez a leggyakrabban használt
- A hozzáadott vegyi anyagok célja a tinta habzása és pelyhesítése.
- Hatékonyabb, mint a mosás, mivel a nagyobb tintarészecskéket is eltávolítja, és a szál veszteség kisebb.
- Ennek során kevesebb vízre van szüksége
Kombinált folyamatok
- A mosást a kis tintarészecskék, valamint a papírrakományok eltávolítására használják, és javítja az ezt követő flotációs folyamatot.
Az enzimek szánják
- Új irányzat a dezinkment folyamatban. Az egyik probléma a magas habképződés lehet.
- Van veszteség a szálak és az ellenállás
- A végtelenségig nem lehet újrahasznosítani, csak 3–5 felhasználást engedélyeznek.
Lapképzés
- Ettől a pillanattól kezdve a gyártás teljesen megegyezik bármilyen papírral. A különbséget összetétele és felülete adja.
- Lemezformálás: A paszta áramlását alakítsa át széles és egységes lapra.
Keverő kád
Ahol a különböző összetevőket a papír típusának megfelelően adják hozzá, például:
- szálak
- Optikai fehérítők
- terhelések
- Adalékanyagok a génben
- Méretezési szerek
Hibakeresők
A nemkívánatos részecskéket eltávolítjuk.
2 típus
Valószínűségi
- Eltávolítják a terjedelmes részecskéket attól függően, hogy milyen valószínűséggel haladnak át egy perforált hálón vagy szitán.
Centrifugális
- Kihasználják a tészta centrifugális forgási erejét a kúpos testekben, amelyek elválasztják a nehezebb részecskéket, amelyek a nyitott alsó végén keresztül jönnek ki.
A 2 rendszert általában a nagyobb hatékonyság érdekében kombinálják.
Fejláda vagy gépfej
- Alapelem széles és vékony lapok kialakításához
- Szükségük van a tészta bemenetének állandó és egyenletes áramlására.
változatos
- Olyan eszköz, amely állandóvá teszi a paszta nyomását és áramlását a doboz bemenetének teljes szélességén.
- Tágulókamra: Segíti a szálak jobb elrendezését a szuszpenzióban.
A szövethez eljutó szuszpenzió vagy híg paszta mennyiségének elegendőnek kell lennie ahhoz, hogy:
- Adja meg a tömeget
- Segítsen a képzésben
- Nyomon követni a gyártási sebességet
- Szerezzen egységes profilt
Ezt szabályozzák:
- Áramlás (mennyiség)
- Összhang (sűrűség)
Lapos asztal
- 7 vagy 8 méter széles
- Víztelenítéssel segíti a víz eltávolítását
- A szövetnek keresztirányú mozgása van tracheo, a szálak orientálása és a dekompenzáció elkerülése érdekében.
- Gépérzék: Rostirány
- Keresztirány: Szál ellen
- Régi gépek: sebesség 30 - 40 m / perc között
- 4 vagy 5 évvel ezelőttiek: 800–900 m / perc közötti sebesség
- Jelenleg: 1300 - 1400 m / perc közötti sebesség (ezeknek nincs nyomuk)
2 Asztaltípusok
Hagyományos:
- Szövet oldala: A papír része, amely hozzáér. Durvább
- Nemez arc: felső arc. Simább a terhelések több% -ához
Dupla szövet:
- Lehetővé teszi a víztelenítés felfelé irányítását a szívódobozokon keresztül, szimmetrikusabb lapokhoz. 1400 - 1500 m / perc sebesség
szövet
- Lehetővé kell tennie a paszta megfelelő eloszlását
- Lefolyó
- Akadályozzuk meg a szálak átjutását
- Akadályozzuk meg a szálak tapadását
- Könnyű mosás
- 2 típus:
- Műanyagok: + ár + tartósság
- Víztelenítés: ez a víz eltávolítása
Víztelenítő hengerek
- Támogatják a szövetet és eltávolítják a vizet. Nem használják, ha a gép meghaladja a 300 m / perc értéket
fóliák
- Olyan elemek, amelyek olyan rudakból állnak, amelyek nem forognak, és a szövet megcsúszik rajtuk.
- Hosszabb ideig tartanak és progresszívebbek.
- Ez az első vízelvezető zóna leggyakoribb eleme.
Törekvő dobozok
- Energikusabb cselekvés
- Az üreg progresszív
- A dobozok száma a gép hosszától függ
- Vákuumszivattyúkkal működik.
Szívóhenger
- Utolsó vízelvezető elem az asztalon
- A szövet érintkezése ívelt és kevés a felülete
- Perforált fémhüvelye van, amely szövetsebességgel forog
Habgyilkos vagy dandy henger
- Csak hagyományos asztalok hordozzák
- Segít a penge nagyobb simaságában és egységességében
- Tud vízjeleket készíteni
- Fejfedél —————- 99% víz———————- 1% rostos anyag
- Ruhadöntő ——————- 80% víz —————– 20% rostos anyag
Prések
- A papírlap nedves préselését filccel érintkezve végezzük
- 80% -ról 60% -ra emelkedne a páratartalom
Ha akarják
- Hő segítségével eltávolítja a maradék vizet
- Két rész: 1. száraz és 2. száraz
- Közöttük egy rendszert helyeznek a papír felületkezelésére
- A hőmérséklet fokozatosan emelkedik 70 ° -ról 120-130 ° -ra
- A szálak 20% szélességben és 1% - 2% nagyságrendben zsugorodnak. Ez belső feszültségeket kelt.
- A 2. sorozat végén a hengerek frissülnek
Felületkezelés
Többféle lehet:
- Size-press (leggyakoribb)
- Kapu - tekercs
- Bill - Blade
Méret-nyomás
Ez a legegyszerűbb
Kis kötőanyagréteg felviteléből áll.
- Ha csak kötőanyag = Ofszet papír
- Ha kötőanyag + pigment = Pigmentált papír
Mennyiség
- Ofszetpapír = 1-2 gr / m2
- Pigmentált papír = 4-5 gr / m2
Javítsa a nyomtathatóságot
Előfordul, hogy a méretpréselőt előzetesen bevonják
Kapu-tekercs
- A mártást egy közbenső henger segítségével visszük az applikátor görgőire
- Lehetővé teszi nagyobb mennyiségű réteg felvitelét
- Gyakran használják géppel bevont papírokhoz
- 8–10 gr / m könnyű réteg2 arconként
Bill-penge
- A gép bevonására használt rendszer
- Az alkalmazást az egyik oldalon pengével, a másikon hengerrel végzik.
Lisas
- Gép fém görgőkből (2-től 5-ig)
- Feladata a papír simítása és a vastagság szabályozása a papír szélességén.
- Nem ragyognak
- Általában hengerek hűtése után mennek
- Hatása a papír nyomásától és az érintkezővezetékeken keresztüli áthaladások számától függ NIPS.
Pápa
Miután a papír áthaladt a sima felületen, egy pápa nevű gépben tekerjük fel, majd két utat követhet
- Bevonat nélküli vagy géppel bevont papír———-> Befejeződik
- Ha papír van a gépből, akkor a bevonógépbe kerül
A bevonófejbe juttatott folyadékokat átvizsgálják a szennyeződések kiküszöbölése érdekében.
Bevonó
- A gép az, amely a stukkószószt felveszi a hordozóra
Bevont kaparó
- Ez a leggyakoribb
- Hengerrel kell felhordani, és acéllemez segítségével kiegyenlíteni és adagolni kell
- 2 típusú penge: merev (90 ° ferde) vagy rugalmas (45 ° szélső szél)
- A merev 12-13 gr / m közötti értéket ad2 stukkószósz
- A rugalmasság 22 - 23 gr / m közötti2 stukkószósz
- 600 - 700 m / perc sebességgel dolgozhatnak. bár most vannak olyan gépek, amelyek 1200 m / perc sebességgel dolgoznak.
- A papír simasága kisebb lesz, annál jobb a papír simasága.
Bevont fúvó ajak
- A felesleges folyadékot hengerrel viszik fel, amelyet nyomás alatt levő levegővel távolítanak el
- 20-40 gr / m között2
- Legfeljebb 350 m / perc
- Alacsony viszkozitású mártás
- Kevésbé tökéletes, mint a kaparó
A bevonóanyagok előállításához
- Egy tartály a főzéshez
- Keverő a tészta komponenseinek diszpergálására és homogenizálására
- Szűrők a hibakereséshez
- Tartalék letét
- Szivattyúk stukkó átviteléhez
Összetevők keveréke
A pigmentekről:
- Kötőanyagok
- Habtalanítók
Olyan adalékanyagok, mint:
- Színezékek
- Mikrobicidek
- Kenőanyagok
- Optikai fehérítők
- Gyanták az ellenálláshoz
Magas fényű bevonat
- Öntött bevonattal ismert
- Két szabadalom:
Warren rendszer
- Stukkó felhordása fúvó ajakkal
- Nagyon sima támaszt jelent
- Vigyen fel stukkót ——> Előszárítás (infravörös) ——-> 180 ° króm henger
- Kondicionált, mivel nagyon szárazon jön ki a króm hengerből
Bajnok rendszer
- Stukkó alkalmazás --—–> 80 ° -os krómhenger
- Ez a fajta stukkó mindkét esetben csak az egyik oldalon készül. Ha mindkettőre vágyik, úgy történik, hogy kettőt egy arccal állít szembe.
KIVÁLÓ CIKK
a szálas papír vizsgálata kiegészítést jelentene