
Ler como é feito o papelVocê deve saber onde, como e quem o inventou e quais foram suas transformações ao longo dos anos. Todo bom designer deve saber do que isso é feito o meio em que seu trabalho será visto.
Inventado na China por Han Hsin no início do século XNUMX aC. A primeira ideia foi inventar uma peça de roupa barata. Ts'ai Lum lembrou da invenção de Han Hsin e descobri que faltava apenas algo para ligar as fibras do fio e também para impermeabilizá-las (isso foi feito fervendo as algas chamadas Agar-Agar e usando a gelatina soltou. O Documento mais antigo da Espanha é o "Missal moçárabe » datada de 1040-1050, encontra-se preservada no Mosteiro de Silos.
evolução
- 1450 Gutenberg inventa a Imprensa.
- 1670 e 1680 Foi inventada a pilha holandesa, que rasga roupas velhas e a elaboração foi feita uma a uma.
- 1789 Luis Nicolás Robert- Inventou uma máquina que por meio de uma fita contínua podia fazer longas tiras de papel.
- 1807 Surge o uso do caulim como enchimento.
- 1874 Apresenta o processo de bissulfito.
- 1884 O processo de sulfato ou Krafft aparece.
Materiais de papel
As matérias-primas para fazer papel são:
- Fibras
- Enchimentos e pigmentos
- Aditivos
Fibras
- Fibras de madeira
- Fibras não lenhosas
- Fibras sintéticas
Fibras de madeira
Árvores perenes ou resinosas
- O pinheiro em todas as suas variedades e o abeto
- Comprimento médio entre 2 e 4 mm, ainda mais longo
- Alta resistência para papéis de baixa gramatura
Árvores decíduas ou frondosas
- Eucalipto, faia e bétula
- 1mm comprimento médio
- Suas fibras proporcionam maciez e boa formação da folha de papel
- Sua% no papel aumenta com o aumento da gramatura, podendo chegar a 100% em papéis acima de 150 gr / m2.
Fibras não lenhosas
Podem ser o bagaço da cana-de-açúcar e palhas de cereais, cânhamo, esparto, algodão e linho.
Comprimento da fibra:
- Resinoso ————————- 4 mm
- Com folhas ————————- 1,5 mm
- Bagaço —————————– 1,7 mm
- Trigo e cevada —————— 1,5 mm
- Erva esparto ————————— 1,1 mm
- Palha e arroz ———————- 0,5 mm
- Algodão ————————– 30 mm
Fibras sintéticas
- Fabricação de produtos gráficos
- Polietileno dissolvido de alta resistência
Materiais não fibrosos
Produtos inorgânico que às vezes se tornam parte do papel em grandes quantidades.
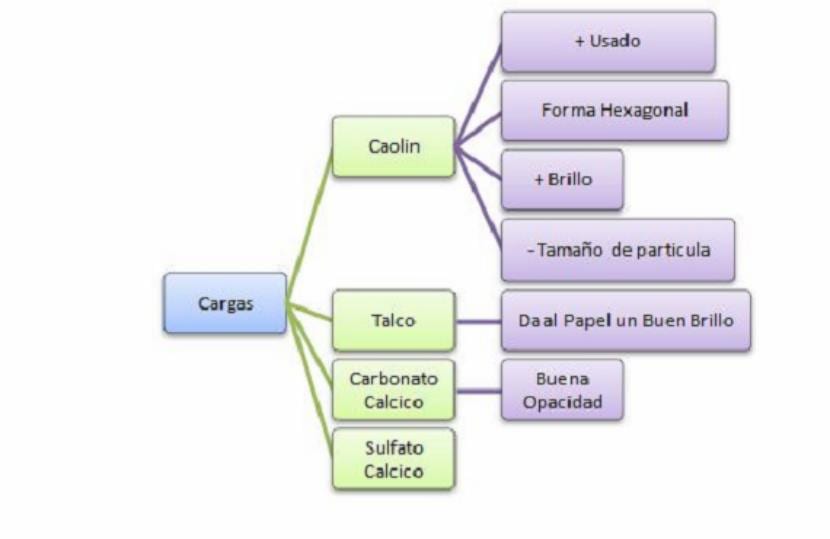
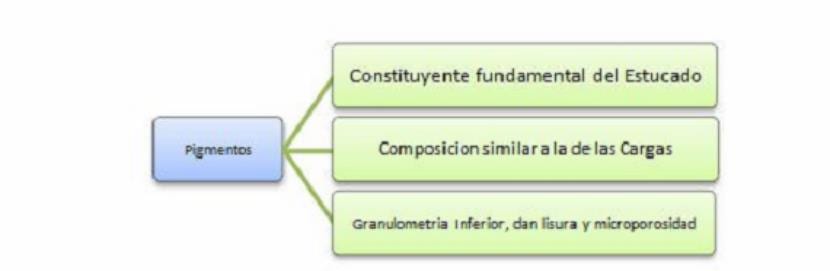
Efeito de cargas e pigmentos
- Brancura e opacidade (índice de refração)
- Sua densidade - quanto mais cargas, mais gramatura
- Absorção de líquido - impede a transferência de tinta
- Forma geométrica - faz a presença diminuir suas características mecânicas.
Composição química da madeira
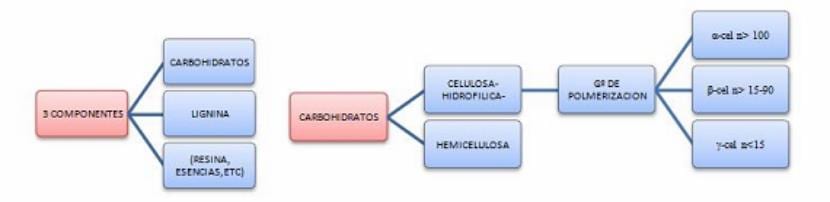
Holocelulose: celulose + hemicelulose
lignina: É um composto químico muito complexo, sendo o que mantém as fibras firmemente unidas.
Brancura: É o espectro visível da luz.
Outros produtos:
| RESINOS | Exuberante | |
| lignina | 25 -30% | 18 -30% |
| CELULOSE | 40 -% 45 | 45 -% 50 |
| HEMICELULOSE | 10 -15% | 20 -% 30 |
| Resinas | 4% | 1,5 -% 2 |
Preparação de madeira
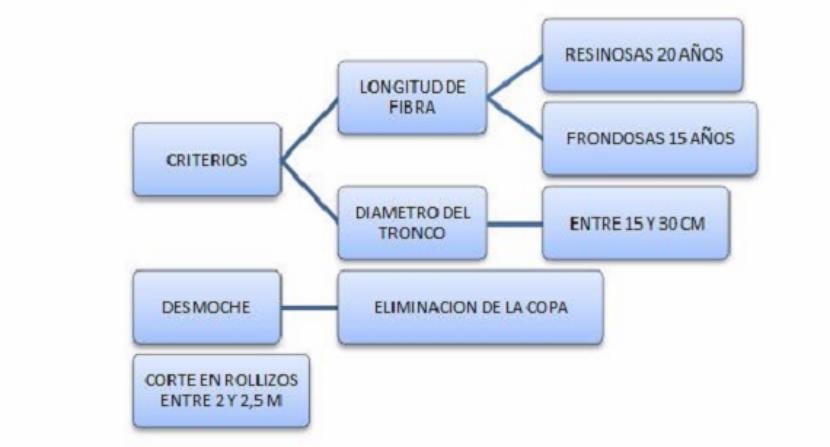
Descascado
- É necessário removê-lo
- Não tem caráter fibroso
- Consumir reagentes e energia
- Suje a massa
- Tambor Central Central - Debarker
Armazenamento de madeira
- Entre 25 e 55% de umidade
- Entre 25 e 35º de temperatura
- Resinoso - não mais de um ano
- Frondoso - Entre 2 e 6 meses para evitar perda de qualidade
Chipping
Após o descascamento, as toras são reduzidas a lascas ou SALGADINHOS ser capaz de criar certas pastas, como refino químico, semi-químico e mecânico. O tamanho do chip estará relacionado à impregnação dos reagentes utilizados na queima.
Pasta mecânica
Massa mecânica clássica
- De toras de madeira não cortadas
- Geralmente Resinoso
- Rebolo cilíndrico, superfície abrasiva, constantemente umedecido.
A água
- Evite queimar
- Limpe o rebolo
- Transporte as fibras
2 tipos:
- Continuando: Warren de Cadena
- Tracejado: Grande Norte
Vantagens:
- Alto desempenho (95%)
- Boas características de mão (
Desvantagens:
- Branqueamento difícil
- Brancura baixa <80%
- Danifica a parede de fibra
Lascando ou refinando a polpa mecânica:
- Trituradores de disco, polpa de alta qualidade
- Melhores características físicas
Vantagens:
- Possibilidade de uso de madeira rejeitada
- Possibilidade de uso de madeira de lei
- Pasta de qualidade uniforme
Desvantagens:
- Maior investimento
- Maior consumo de energia
- Maior custo de manutenção
Pasta termomecânica
- As características mecânicas da pasta de aparas são melhoradas
- Para isso, o vapor é introduzido em alta temperatura para aquecer os cavacos antes de introduzi-los no disco de refino, causando o amolecimento do lignina e diminuindo a resistência das fibras.
- Tendência a envelhecer e amarelar
- Alta opacidade. adequado para papel leve.
Pasta químico-termomecânica
- Alto rendimento
- Melhores condições físicas do que pastas mecânicas convencionais
- Cavacos de tamanho reduzido, depois em digestor onde há refrigerante a Tº de 60 a 80º, por 3 horas. (No caso da pasta química está a cozer mais tempo e a uma temperatura mais elevada).
pasta química
- O grau de remoção da lignina será tanto maior quanto mais vigoroso for o tratamento de queima da madeira.
2 sistemas:
- Bissulfito
- krafft
Bissulfito
- Criado na Suécia em 1874
- O licor de cozimento é um bissulfito à base de cálcio, magnésio ou amônio.
- Temperatura de cozimento entre 130º e 140º
- Tempo de cozimento entre 6 e 8 horas
- A deslignificação é simples e produz pastas ricas em hemiceluloses, adequadas para papéis vítreos.
- Não tem recuperação química
- Rendimento entre 45 e 55%
krafft
- Grande impulso para a incorporação da caldeira de recuperação.

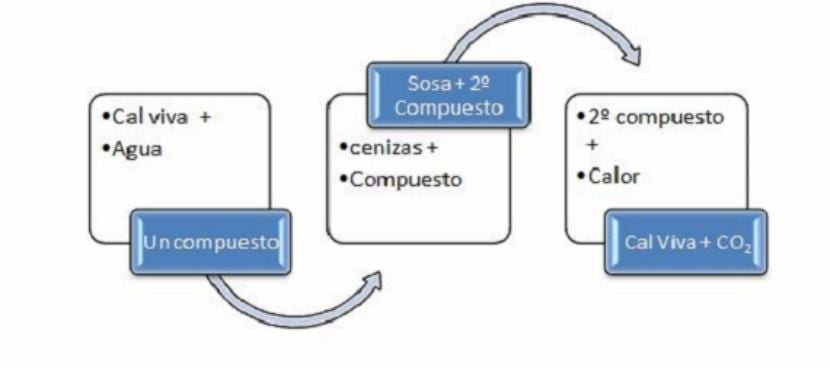
Processo de recuperação
Os licores negros formados por matéria orgânica, mineral e água na concentração de 18 a 20%, por um evaporador a concentração é elevada para 60%. Em seguida, é queimado produzindo calor. As cinzas são compostas por carbonato de sódio. Depois, o refrigerante é recuperado. Rendimento de 45 a 55%.
Branqueamento
O objetivo do branqueamento é remover a lignina que não foi removida pelo cozimento.
Branqueamento Convencional
- Cloração
- extração
- Dióxido de cloro
- extração
- Dióxido de cloro
- Entre cada fase existe uma fase de lavagem.
Branqueamento com Dióxido de Cloro
- Deslignificação por oxigênio, a seguir é cozido e então é aplicado um tratamento com dióxido de cloro.
Branqueamento com ozônio
- Degrades + celulose
- Brancura maior que 90%
- Resultados inaceitáveis em termos de perda de resistência
Branqueamento Enzimático
- Enzimas mais outros alvejantes
- Alvura muito superior
- Redução de dióxido de cloro em 10-15%
Branqueamento com Água Oxigenada
- Peróxido de hidrogênio, usado em pastas químico-termomecânicas
Depuração
- Fábrica Integrada - Será enviado através de tubulações.
- Não Integrado - Na caixa, as folhas de macarrão são fabricadas com umidade de 10% para facilitar o transporte.
- Quanto mais água, menos tempo para possíveis fungos.
As fibras são classificadas em
- Fibras Primárias
- Fibras Secundárias
Fibras primárias
- São obtidos a partir de madeira ou outros tipos de plantas vegetais, são fibras de primeira utilização. Resíduos de fábricas de papel são considerados fibras primárias.
despolpador:
- É um recipiente com uma hélice na parte inferior que agita as folhas da massa e individualiza as fibras, preparando uma suspensão aquosa entre 6% e 12% de matéria seca em água.
- O aparelho é esvaziado passando a mistura por uma grelha que não permite a passagem de grandes fragmentos.
- A água utilizada no despolpador é branca, é água reciclada da própria fábrica (é branca devido ao conteúdo de fibras e cargas).
- As fibras longas e curtas são colocadas separadamente no despolpador. Eles não se misturam até depois do refino.
Strippers:
- Eles são usados para resolver o problema de partículas mal fragmentadas da polpa. O spreader é composto por dois discos dotados de dentes ou saliências.
Refinando:
Através do refino são dadas as características para produzir os mais diversos tipos e tipos de papel. Cada papel requer um refinamento adequado, estes são alguns tipos:
- Pilha holandesa
- Refinas cônicas de pequeno ângulo
- Refinas cônicas de grande angular
- Refinamento de Disco
Qualquer que seja o tipo de refino, a operação básica é realizada entre um elemento fixo e um rotativo, fazendo com que a pasta passe entre eles.
Após o refino, as fibras são submetidas a uma ação mais ou menos energética que produz um efeito que:
Shake and Shake:
- A fibra é hidratada
- Esfregar. A fibra desfaz-se em fibrilas
- Cisalhamento- A fibra sofre redução no comprimento ou corte.
- A fibrilação é a liberação de fibrilas e a produção mais fina resultando em um aumento perceptível na área de superfície específica, melhorando o comprimento do rasgo e o rompimento do papel.
Fibrilação superior + instabilidade dimensional superior
A operação de refino é controlada na máquina por meio de um dispositivo que mede a capacidade de desaguamento ou velocidade relativa com que a pasta escoa a água. É medido em graus Shopper-Riegler (SRº), quanto maior o valor, maior o refinamento.
Um refinamento superior = pouco desaguamento
Menos refino = Muito desaguamento
Depois de refinada, a massa é armazenada em grandes cubas com agitação.
Fibras secundárias
- As fibras que já passaram por pelo menos um processo de fabricação recebem esse nome.
- Eles são conhecidos pelo nome de PAPEL, eles podem ser misturados com os primários ou podem ser 100% secundários.
- Os centros de coleta costumam estar em grandes cidades e as viagens longas às fábricas podem torná-los antieconômicos.
- É possível recuperar mais de 50%
Despolpador
- Ele não atuará apenas como desintegrador do papel, mas também como um limpador, eliminando impurezas como cordas e fios.
- O processo pode ser encerrado com uma farpa
Detinado
É feito com produtos químicos ligados logicamente ao calor e ao uso de energia mecânica para remover a tinta do papel.
3 produtos:
- Detergentes: remova a tinta
- Dispersantes: Para que a tinta saia da água e não se volte a depositar.
- Agentes espumantes: Facilitam a remoção da tinta.
Processo de destintamento
Destinado por lavagem
- É o mais antigo
- Funciona bem removendo partículas de 1 a 10 mícrons
Flotação sem tinta
- É o mais usado
- A finalidade dos produtos químicos adicionados é a formação de espuma e floculação da tinta.
- É mais eficaz do que a lavagem, pois remove as partículas maiores de tinta e a perda de fibra é menor.
- Você precisa de menos água no processo
Processos combinados
- A lavagem é usada para remover pequenas partículas de tinta, bem como cargas de papel, e melhora o processo de flotação subsequente.
Destinado por enzimas
- Uma nova tendência no processo de destintamento. Um dos problemas pode ser a alta geração de espuma.
- Há perda de fibras e resistência
- Não podem ser reciclados indefinidamente, permitem apenas 3 a 5 utilizações.
Formação de folha
- A partir deste momento, a fabricação é exatamente a mesma para qualquer tipo de papel. A diferença será dada pela sua composição e acabamento.
- Formação da folha: Transforme o fluxo de pasta em uma folha larga e uniforme.
Banheira de mistura
Onde os diferentes componentes são adicionados de acordo com o tipo de papel, como:
- Fibras
- Branqueadores ópticos
- Cargas
- Aditivos em Gene
- Agentes de dimensionamento
lavadores
Partículas indesejáveis são removidas.
2 tipos
Probabilístico
- Eles removem partículas volumosas com base na probabilidade de passarem por uma tela ou malha perfurada.
Centrífugo
- Eles aproveitam a força centrífuga de rotação da massa dentro de corpos cônicos que separam as partículas mais pesadas, que saem pela extremidade inferior aberta.
Os 2 sistemas são geralmente combinados para maior eficiência.
Caixa de entrada ou cabeça da máquina
- Elemento básico para formar chapas largas e finas
- Eles precisam de um fluxo constante e uniforme de entrada de massa.
Tubo de distribuição
- Dispositivo que torna a pressão e o fluxo da pasta constantes em toda a largura da entrada da caixa.
- Câmara de Expansão: Auxilia no melhor arranjo das fibras em suspensão.
A quantidade de suspensão ou pasta diluída que deve atingir o tecido deve ser a necessária para:
- Dê a gramagem
- Treinamento de ajuda
- Rastreie a velocidade de produção
- Obtenha um perfil uniforme
Isso é regulamentado:
- Fluxo (quantidade)
- Consistência (densidade)
mesa plana
- 7 ou 8 metros de largura
- Ajuda a remover a água por desidratação
- O tecido tem um movimento transversal denominado chocalho, para orientar as fibras e evitar a descompensação.
- Sentido da máquina: direção da fibra
- Direção transversal: Contra fibra
- Máquinas antigas: velocidade entre 30 - 40 m / min
- Aqueles de 4 ou 5 anos atrás: velocidade entre 800 - 900 m / min
- Atualmente: Velocidade entre 1300 - 1400 m / min (estes não têm rastreamento)
2 tipos de mesa
Convencional:
- Lado do tecido: parte do papel que o toca. Mais áspero
- Face de feltro: face superior. Mais suave para mais% das cargas
Tecido duplo:
- Permite direcionar o desaguamento para cima através de caixas de sucção, obtendo lâminas mais simétricas. Velocidades de 1400 a 1500 m / min
lona
- Deve permitir uma boa distribuição da pasta
- Ralo
- Impedir a passagem de fibras
- Impedir que as fibras grudem nele
- Lavagem fácil
- 2 tipos:
- Plásticos: + preço + durabilidade
- Desidratação: é a eliminação de água
Rolos de desidratação
- Eles sustentam o tecido e removem a água. Não é usado quando a máquina excede 300 m / min
Folhas
- São elementos compostos por barras que não giram e o tecido desliza sobre elas.
- Eles duram mais e são mais progressivos.
- É o elemento mais comum na primeira zona de desidratação.
Aspiring box
- Ação mais energética
- O vazio é progressivo
- Número de caixas depende do comprimento da máquina
- Funciona com bombas de vácuo.
Cilindro de sucção
- Último elemento de drenagem na mesa
- O contato do tecido é curvo e de pouca superfície
- Tem uma manga de metal perfurada que gira na velocidade do tecido
Matador de espuma ou rolo dândi
- Transportado apenas por mesas convencionais
- Ajuda a alcançar mais suavidade e uniformidade da lâmina
- Pode fazer marcas d'água
- Caixa de entrada —————- 99% Água ———————- 1% Matéria Fibrosa
- Pano Final ——————- 80% Água —————– 20% Matéria Fibrosa
prensas
- A prensagem úmida da folha de papel é realizada em contato com um feltro
- Iria de 80% a 60% de umidade
Se quisesse
- Remove a água residual por meio de calor
- Duas partes: 1ª seca e 2ª seca
- Entre eles, um sistema é colocado para dar um tratamento de superfície ao papel
- A temperatura sobe gradualmente de 70º a 120 - 130º
- As fibras encolhem na ordem de 20% na largura e 1% - 2% no comprimento. Isso cria tensões internas.
- No final da 2ª sequência, os rolos são refrescantes
Tratamento da superfície
Eles podem ser vários:
- Tamanho pressionado (mais atual)
- Gate - Roll
- Bill - Blade
Tamanho-imprensa
É o mais simples
Consiste na aplicação de uma pequena camada de ligante.
- Se for apenas encadernador = Papel Offset
- Se for aglutinante + pigmento = Papel Pigmentado
Quantidade
- Papel offset = 1 - 2 gr / m2
- Papel Pigmentado = 4 - 5 gr / m2
Melhore a capacidade de impressão
Às vezes, a impressão de tamanho é pré-revestida
rolo de portão
- O molho é transferido para os rolos aplicadores por meio de um rolo intermediário
- Permite que você aplique uma quantidade maior de camada
- Freqüentemente usado para papéis revestidos de máquina
- Camada leve de 8 - 10 gr / m2 por rosto
Lâmina de nota
- Sistema usado para revestimento de máquina
- A aplicação é feita de um lado com lâmina e do outro com rolo.
Lisas
- Máquina composta por rolos metálicos (de 2 a 5)
- Sua função é alisar o papel e regular a espessura em toda a largura do papel.
- Eles não brilham
- Eles geralmente vão atrás dos rolos de resfriamento
- Seu efeito depende da pressão e do número de passagens do papel pelas linhas de contato ou PNI.
Papa
Depois que o papel passa pelas lisas, ele é enrolado em uma máquina chamada papa, então pode seguir dois caminhos
- Papel Não Revestido ou Revestido à Máquina ———-> Acabamentos
- Se for papel fora da máquina, ele vai para a máquina de revestimento
Os fluidos que vão para o cabeçote do aplicador são peneirados para eliminar as impurezas.
Coater
- É a máquina que aplica o molho de estuque ao suporte
Raspador revestido
- É o mais comum
- É aplicado por meio de rolo e equalizado e dosado por meio de chapa de aço
- 2 tipos de lâminas: rígida (chanfro 90º) ou flexível (borda extrema 45º)
- O rígido dá entre 12 - 13 gr / m2 molho de estuque
- Flexível dá entre 22 - 23 gr / m2 molho de estuque
- Eles podem trabalhar em velocidades entre 600 - 700 m / min. embora agora existam máquinas que trabalham a 1200 m / min.
- A lisura do papel será menor quanto melhor for a lisura do papel.
Lábio de soprador revestido
- O excesso de fluido é aplicado por rolo, que é então removido por ar comprimido
- Entre 20 a 40 gr / m2
- Não mais do que 350 m / min
- Molho de baixa viscosidade
- Menos perfeito que raspador
Para a preparação de materiais de revestimento,
- Um tanque para cozinhar
- Um agitador para dispersar e homogeneizar os componentes da massa
- Filtros para depurar
- Depósito de reserva
- Bombas para transferência de estuque
Mistura de componentes
Sobre pigmentos:
- Binders
- antiespumantes
Aditivos como:
- Corantes
- microbicidas
- Lubrificantes
- Branqueadores Óticos
- Resinas para resistência
Revestimento de alto brilho
- Conhecido como Cast Coated
- Duas patentes:
sistema Warren
- Aplicação de estuque por lábio de soprador
- Implica ter um suporte muito suave
- Aplicar estuque ——> Pré-secagem (infravermelho) ——-> cilindro de cromo 180 °
- Condicionado porque sai muito seco do cilindro cromado
Sistema campeão
- Aplicação de estuque ——–> cilindro de cromo de 80 °
- Este tipo de estuque em ambos os casos é feito em apenas um lado. Se você quiser os dois, faça o contraste de dois com um rosto.
ARTIGO EXCELENTE
o estudo da fibra de papel seria um complemento