
தெரிந்து கொள்ள காகிதம் எவ்வாறு தயாரிக்கப்படுகிறதுஎங்கே, எப்படி, யார் கண்டுபிடித்தார்கள், பல ஆண்டுகளாக அதன் மாற்றங்கள் என்ன என்பதை நீங்கள் அறிந்து கொள்ள வேண்டும். ஒவ்வொரு நல்ல வடிவமைப்பாளரும் தெரிந்து கொள்ள வேண்டும் அது என்ன செய்யப்பட்டுள்ளது அவர்களின் பணி காணப்படும் ஊடகம்.
கிமு XNUMX ஆம் நூற்றாண்டின் தொடக்கத்தில் ஹான் ஹ்சின் சீனாவில் கண்டுபிடித்தார். முதல் யோசனை மலிவான ஆடைகளை கண்டுபிடிப்பதாக இருந்தது. சாய் லம் கண்டுபிடிப்பை நினைவு கூர்ந்தார் ஹான் ஹ்சின் மேலும் அவர் நூலின் இழைகளை பிணைப்பதற்கும் அவற்றை நீர்ப்புகா செய்வதற்கும் ஏதேனும் ஒன்றைக் காணவில்லை என்பதைக் கண்டறிந்தார் (இது ஆல்காவை வேகவைப்பதன் மூலம் அடையப்பட்டது அகர் அகர் ஜெலட்டின் பயன்படுத்தி அது கொடுத்தது. தி ஸ்பெயினில் பழமையான ஆவணம் அவரா "மொஸராபிக் மிஸ்ஸல் » 1040-1050 தேதியிட்டது, இது சிலோஸ் மடத்தில் பாதுகாக்கப்படுகிறது.
பரிணாம வளர்ச்சி
- 1450 குட்டன்பெர்க் அச்சகத்தை கண்டுபிடித்தார்.
- 1670 மற்றும் 1680 டச்சு குவியல் கண்டுபிடிக்கப்பட்டது, இது பழைய ஆடைகளை துண்டிக்கிறது மற்றும் விரிவாக்கம் ஒவ்வொன்றாக இருந்தது.
- 1789 லூயிஸ் நிக்கோலஸ் ராபர்ட்- தொடர்ச்சியான நாடா மூலம் நீண்ட காகிதங்களை உருவாக்கக்கூடிய ஒரு இயந்திரத்தை கண்டுபிடித்தார்.
- 1807 ஒரு நிரப்பியாக கயோலின் பயன்பாடு தோன்றுகிறது.
- 1874 பைசல்பைட் செயல்முறையை அறிமுகப்படுத்துகிறது.
- 1884 சல்பேட் அல்லது கிராஃப்ட் செயல்முறை தோன்றும்.
காகித பொருட்கள்
காகிதம் தயாரிப்பதற்கான மூலப்பொருட்கள்:
- இழைகள்
- கலப்படங்கள் மற்றும் நிறமிகள்
- சேர்க்கைகள்
இழைகள்
- மர இழைகள்
- மரம் அல்லாத இழைகள்
- செயற்கை இழைகள்
மர இழைகள்
வற்றாத அல்லது பிசினஸ் மரங்கள்
- பைன் அதன் அனைத்து வகைகளிலும் ஃபிர்
- சராசரி நீளம் 2 முதல் 4 மி.மீ வரை, இன்னும் நீளமானது
- குறைந்த இலக்கண ஆவணங்களுக்கு அதிக எதிர்ப்பு
இலையுதிர் அல்லது இலை மரங்கள்
- யூகலிப்டஸ், பீச் மற்றும் பிர்ச்
- 1 மிமீ நடுத்தர நீளம்
- அதன் இழைகள் மென்மையும் நல்ல காகித தாள் உருவாக்கமும் அளிக்கின்றன
- இலக்கணத்தில் அதன்% அதிகரிக்கும், இலக்கணம் அதிகரிக்கும்போது, 100 gr / m க்கும் அதிகமான காகிதங்களில் 150% ஐ அடைய முடியும்2.
மரம் அல்லாத இழைகள்
அவை கரும்பு மற்றும் தானிய வைக்கோல், சணல், எஸ்பார்டோ, பருத்தி மற்றும் ஆளி ஆகியவற்றின் பாகாஸ் ஆக இருக்கலாம்.
இழை நீளம்:
- பிசினஸ் ————————- 4 மி.மீ.
- இலை ————————- 1,5 மி.மீ.
- பாகாஸ் —————————– 1,7 மி.மீ.
- கோதுமை மற்றும் பார்லி —————— 1,5 மி.மீ.
- எஸ்பார்டோ ————————— 1,1 மி.மீ.
- வைக்கோல் மற்றும் அரிசி ———————- 0,5 மி.மீ.
- பருத்தி ————————– 30 மி.மீ.
செயற்கை இழைகள்
- கிராஃபிக் தயாரிப்புகளின் உற்பத்தி
- அதிக வலிமை கரைந்த பாலிஎதிலீன்
நார்ச்சத்து இல்லாத பொருட்கள்
உற்பத்தி கனிம இது சில நேரங்களில் பெரிய அளவில் காகிதத்தின் ஒரு பகுதியாக மாறும்.
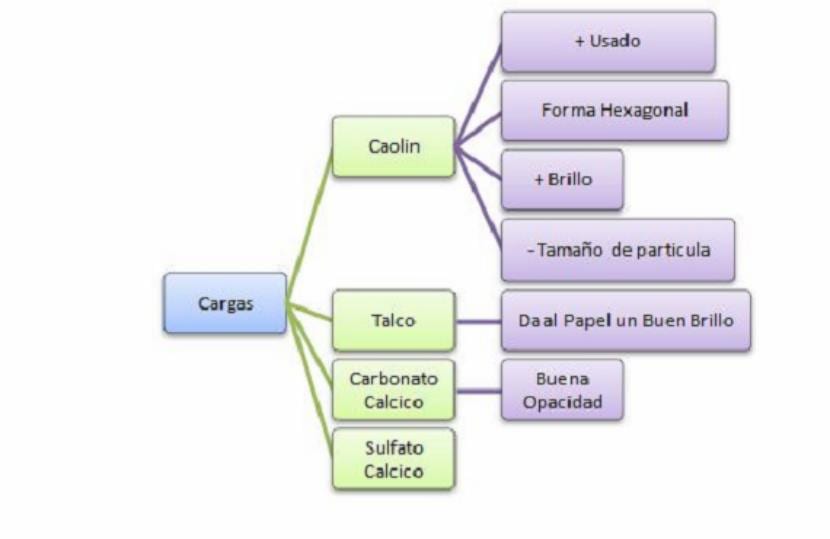
கட்டணங்கள் மற்றும் நிறமிகளின் விளைவு
- வெண்மை மற்றும் ஒளிபுகா தன்மை (ஒளிவிலகல் அட்டவணை)
- அதன் அடர்த்தி - அதிக சுமைகள், அதிக இலக்கணம்
- திரவ உறிஞ்சுதல் - மை பரிமாற்றத்தைத் தடுக்கிறது
- வடிவியல் வடிவம்- இருப்பு அதன் இயந்திர பண்புகளை குறைக்கிறது.
மரத்தின் வேதியியல் கலவை
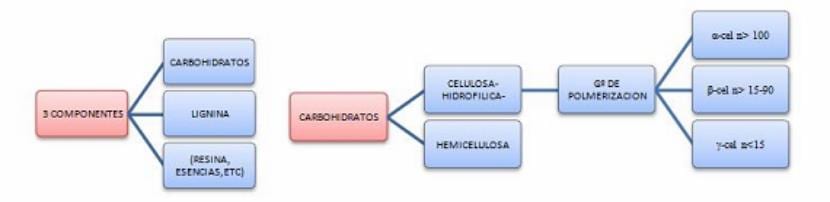
ஹோலோசெல்லுலோஸ்: செல்லுலோஸ் + ஹெமிசெல்லுலோஸ்
லிக்னின்: இது மிகவும் சிக்கலான இரசாயன கலவை ஆகும், இது இழைகளை இறுக்கமாக ஒன்றாக வைத்திருக்கிறது.
வெண்மை: இது ஒளியின் புலப்படும் நிறமாலை.
பிற தயாரிப்புகள்:
| ரெசினோஸ் | பசுமையான | |
| லிக்னின் | 25 -30% | 18 -30% |
| செல்லுலோஸ் | 40 - 45% | 45 - 50% |
| ஹெமிசெல்லுலோஸ் | 10 -15% | 20 - 30% |
| பிசின்கள் | 4% | 1,5 - 2% |
மர தயாரிப்பு
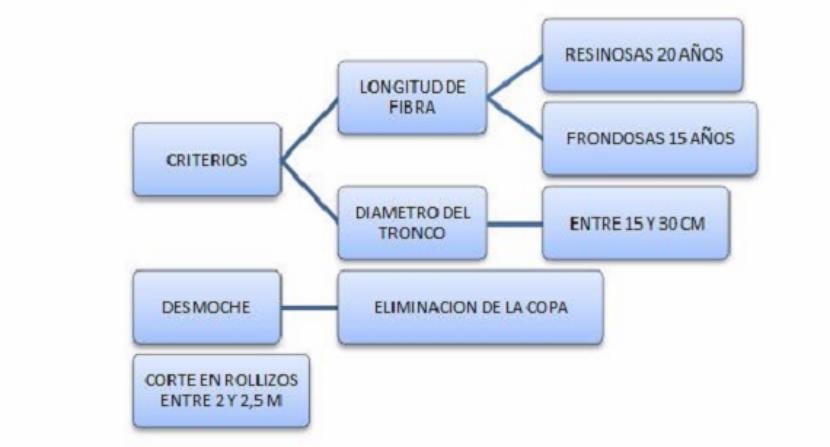
நிறுத்தப்பட்டது
- அதை அகற்ற வேண்டியது அவசியம்
- இதற்கு நார்ச்சத்துள்ள தன்மை இல்லை
- உலைகள் மற்றும் ஆற்றலை உட்கொள்ளுங்கள்
- பாஸ்தாவை அழுக்குங்கள்
- பிரதான நடுத்தர- டெபர்கர் டிரம்
மர சேமிப்பு
- 25 முதல் 55% வரை ஈரப்பதம்
- வெப்பநிலையின் 25 முதல் 35º வரை
- பிசினஸ் - ஒரு வருடத்திற்கு மேல் இல்லை
- இலை - தரம் இழப்பதைத் தவிர்க்க 2 முதல் 6 மாதங்களுக்கு இடையில்
சில்லு செய்யப்பட்டது
பிழைத்திருத்தத்திற்குப் பிறகு பதிவுகள் சில்லுகளாக குறைக்கப்படுகின்றன அல்லது சீவல்கள் வேதியியல், அரை வேதியியல் மற்றும் இயந்திர சுத்திகரிப்பு போன்ற சில பேஸ்ட்களை உருவாக்க முடியும். சிப்பின் அளவு துப்பாக்கிச் சூட்டில் பயன்படுத்தப்படும் மறுபிரதிகளின் செறிவூட்டலுடன் தொடர்புடையதாக இருக்கும்.
மெக்கானிக்கல் பேஸ்ட்
கிளாசிக் மெக்கானிக்கல் பாஸ்தா
- வெட்டப்படாத மர பதிவுகளிலிருந்து
- பொதுவாக பிசினஸ்
- உருளை அரைக்கும் சக்கரம், சிராய்ப்பு மேற்பரப்பு, தொடர்ந்து ஈரப்படுத்தப்படுகிறது.
நீர்
- எரிவதைத் தவிர்க்கவும்
- அரைக்கும் சக்கரத்தை சுத்தம் செய்யுங்கள்
- இழைகளை கொண்டு செல்லுங்கள்
2 வகைகள்:
- தொடர்கிறது: வாரன் டி காடெனா
- கோடு: பெரிய நார்தன்
நன்மை:
- உயர் செயல்திறன் (95%)
- நல்ல கை பண்புகள் (
குறைபாடுகள்:
- கடினமான வெளுக்கும்
- குறைந்த வெண்மை <80%
- ஃபைபர் சுவரை சேதப்படுத்துகிறது
இயந்திர கூழ் சிப்பிங் அல்லது சுத்திகரிப்பு:
- வட்டு துண்டாக்குபவர்கள், உயர் தரமான கூழ்
- சிறந்த உடல் பண்புகள்
நன்மைகள்:
- நிராகரிக்கப்பட்ட மரத்தைப் பயன்படுத்துவதற்கான சாத்தியம்
- கடின மரத்தைப் பயன்படுத்துவதற்கான சாத்தியம்
- சீரான தரமான பேஸ்ட்
குறைபாடுகள்:
- அதிக முதலீடு
- அதிக ஆற்றல் நுகர்வு
- அதிக பராமரிப்பு செலவு
தெர்மோமெக்கானிக்கல் பேஸ்ட்
- சிப் பேஸ்டின் இயந்திர பண்புகள் மேம்படுத்தப்பட்டுள்ளன
- இதற்காக, சுத்திகரிப்பு வட்டில் அறிமுகப்படுத்துவதற்கு முன்பு சில்லுகளை சூடாக்க அதிக வெப்பநிலையில் நீராவி அறிமுகப்படுத்தப்படுகிறது, இதனால் மென்மையாக்கப்படுகிறது லிக்னின் மற்றும் இழைகளின் வலிமையைக் குறைக்கும்.
- வயதாகி மஞ்சள் நிறமாக மாறும் போக்கு
- அதிக ஒளிபுகாநிலை. குறைந்த எடை காகிதத்திற்கு ஏற்றது.
வேதியியல்-தெர்மோமெக்கானிக்கல் பேஸ்ட்
- உயர் செயல்திறன்
- வழக்கமான இயந்திர பேஸ்ட்களை விட சிறந்த உடல் நிலைமைகள்
- சில்லுகள் அளவு குறைக்கப்பட்டன, பின்னர் ஒரு டைஜெஸ்டரில் 60 முதல் 80º வரை Tº இல் சோடா இருக்கும், 3 மணி நேரம். (கெமிக்கல் பேஸ்ட் விஷயத்தில், இது நீண்ட நேரம் மற்றும் அதிக வெப்பநிலையில் சமைக்கப்படுகிறது).
கெமிக்கல் பேஸ்ட்
- லிக்னின் அகற்றலின் அளவு மரத்தின் துப்பாக்கிச் சூடு சிகிச்சையை விட தீவிரமாக இருக்கும்.
2 அமைப்புகள்:
- அல் பிசல்பைட்
- கிராஃப்ட்
பிசல்பைட்
- 1874 இல் ஸ்வீடனில் உருவாக்கப்பட்டது
- சமையல் மதுபானம் என்பது கால்சியம், மெக்னீசியம் அல்லது அம்மோனியம் தளத்தைக் கொண்ட ஒரு பைசல்பைட் ஆகும்.
- 130º முதல் 140º வரை சமையல் வெப்பநிலை
- 6 முதல் 8 மணி நேரம் வரை சமையல் நேரம்
- டிலைனிஃபிகேஷன் எளிதானது மற்றும் கண்ணாடி போன்ற காகிதங்களுக்கு ஏற்ற ஹெமிசெல்லுலோஸ்கள் நிறைந்த பேஸ்ட்களை உருவாக்குகிறது.
- ரசாயன மீட்பு இல்லை
- 45 முதல் 55% வரை மகசூல்
கிராஃப்ட்
- மீட்பு கொதிகலனை இணைப்பதற்கான சிறந்த ஏற்றம்.

மீட்பு செயல்முறை
கரிமப் பொருட்கள், தாதுக்கள் மற்றும் நீர் ஆகியவற்றால் 18 முதல் 20% செறிவில் உருவாகும் கருப்பு மதுபானங்கள், ஒரு ஆவியாக்கி மூலம் செறிவு 60% ஆக உயர்த்தப்படுகிறது. பின்னர் அது வெப்பத்தை உருவாக்கி எரிக்கப்படுகிறது. சாம்பல் சோடியம் கார்பனேட்டால் ஆனது. பின்னர், சோடா மீட்கப்படுகிறது. மகசூல் 45 முதல் 55% வரை.
வெண்மையாக்குதல்
ப்ளீச்சிங்கின் நோக்கம் சமைப்பதன் மூலம் அகற்றப்படாத லிக்னைனை அகற்றுவதாகும்.
வழக்கமான ப்ளீச்சிங்
- குளோரினேஷன்
- பிரித்தெடுத்தல்
- குளோரின் டை ஆக்சைடு
- பிரித்தெடுத்தல்
- குளோரின் டை ஆக்சைடு
- ஒவ்வொரு கட்டத்திற்கும் இடையில் ஒரு சலவை கட்டம் உள்ளது.
குளோரின் டை ஆக்சைடு வெளுக்கும்
- ஆக்ஸிஜனைக் குறைத்தல், பின்னர் அது சமைக்கப்படுகிறது, பின்னர் குளோரின் டை ஆக்சைடுடன் ஒரு சிகிச்சை பயன்படுத்தப்படுகிறது.
ஓசோன் ப்ளீச்சிங்
- சிதைக்கிறது + செல்லுலோஸ்
- 90% க்கும் அதிகமான வெண்மை
- எதிர்ப்பு இழப்பின் அடிப்படையில் ஏற்றுக்கொள்ள முடியாத முடிவுகள்
என்சைம் ப்ளீச்சிங்
- என்சைம்கள் மற்றும் பிற ப்ளீச்ச்கள்
- மிகவும் உயர்ந்த வெண்மை
- குளோரின் டை ஆக்சைடு 10-15% குறைப்பு
ஆக்ஸிஜனேற்றப்பட்ட நீர் வெளுக்கும்
- ஹைட்ரஜன் பெராக்சைடு, ரசாயன-தெர்மோமெக்கானிக்கல் பேஸ்ட்களில் பயன்படுத்தப்படுகிறது
பிழைத்திருத்தம்
- ஒருங்கிணைந்த தொழிற்சாலை - இது குழாய்கள் வழியாக அனுப்பப்படும்.
- ஒருங்கிணைக்கப்படவில்லை - அட்டைப்பெட்டியில், போக்குவரத்துக்கு வசதியாக பாஸ்தா தாள்கள் 10% ஈரப்பதத்துடன் தயாரிக்கப்படுகின்றன.
- அதிக நீர், சாத்தியமான பூஞ்சைகளுக்கு குறைந்த நேரம்.
இழைகள் வகைப்படுத்தப்பட்டுள்ளன
- முதன்மை இழைகள்
- இரண்டாம் நிலை இழைகள்
முதன்மை இழைகள்
- அவை மரம் அல்லது பிற வகை காய்கறி தாவரங்களிலிருந்து பெறப்படுகின்றன, அவை முதலில் பயன்படுத்தும் இழைகளாகும். கழிவுப்பொருட்களிலிருந்து காகித ஆலைகளில் இருந்து எடுக்கப்பட்டவை முதன்மை இழைகளாகக் கருதப்படுகின்றன.
பல்பர்:
- இது அதன் கீழ் பகுதியில் ஒரு ஹெலிக்ஸ் கொண்ட ஒரு கொள்கலன், இது பாஸ்தா தாள்களைத் தூண்டுகிறது மற்றும் இழைகளைத் தனிப்பயனாக்குகிறது, தண்ணீரில் 6% முதல் 12% உலர்ந்த பொருள்களுக்கு இடையில் ஒரு நீர்வழி இடைநீக்கத்தைத் தயாரிக்கிறது.
- பெரிய துண்டுகள் கடந்து செல்ல அனுமதிக்காத ஒரு தட்டி வழியாக கலவையை கடந்து இயந்திரம் காலியாகும்.
- கூழில் பயன்படுத்தப்படும் நீர் வெண்மையானது, இது தொழிற்சாலையிலிருந்து மறுசுழற்சி செய்யப்படும் நீர் (இழைகள் மற்றும் கலப்படங்களின் உள்ளடக்கம் காரணமாக இது வெண்மையானது).
- நீண்ட மற்றும் குறுகிய இழை தனித்தனியாக கூழில் வைக்கப்படுகின்றன. சுத்திகரிக்கும் வரை அவை கலக்காது.
ஸ்ட்ரிப்பர்ஸ்:
- கூழிலிருந்து மோசமாக துண்டாக்கப்பட்ட துகள்களின் சிக்கலை தீர்க்க அவை பயன்படுத்தப்படுகின்றன. டி-சிப்பர் டைன்கள் அல்லது திட்டங்களுடன் பொருத்தப்பட்ட இரண்டு வட்டுகளால் ஆனது.
சுத்திகரிப்பு:
சுத்திகரிப்பு மூலம் மிகவும் மாறுபட்ட வகைகள் மற்றும் காகிதங்களை உற்பத்தி செய்வதற்கான பண்புகள் வழங்கப்படுகின்றன. ஒவ்வொரு காகிதத்திற்கும் பொருத்தமான சுத்திகரிப்பு தேவைப்படுகிறது, இவை சில வகைகள்:
- டச்சு அடுக்கு
- சிறிய கோண கூம்பு சுத்திகரிப்பு
- பரந்த கோண கூம்பு சுத்திகரிப்பு
- வட்டு சுத்திகரிப்பு
சுத்திகரிப்பு வகை எதுவாக இருந்தாலும், அடிப்படை செயல்பாடு ஒரு நிலையான உறுப்புக்கும் சுழலும் ஒன்றிற்கும் இடையில் மேற்கொள்ளப்படுகிறது, அவற்றுக்கிடையே பேஸ்டைக் கடந்து செல்கிறது.
சுத்திகரித்த பிறகு, இழைகள் அதிகமாகவோ அல்லது குறைவாகவோ ஆற்றல் மிக்க செயலுக்கு உட்படுத்தப்படுகின்றன, இது ஒரு விளைவை உருவாக்குகிறது:
குலுக்கி குலுக்கல்:
- ஃபைபர் நீரேற்றம் செய்யப்படுகிறது
- தேய்க்கவும். ஃபைபர் ஃபைப்ரில்களாக மாறுகிறது
- வெட்டு- இழை நீளம் அல்லது வெட்டுக்கு உட்படுகிறது.
- ஃபைப்ரிலேஷன் என்பது ஃபைப்ரில்களின் வெளியீடு மற்றும் மிகச்சிறந்த உற்பத்தி விளைவாக குறிப்பிட்ட மேற்பரப்பு பகுதியில் குறிப்பிடத்தக்க அதிகரிப்பு, கண்ணீர் நீளம் மற்றும் காகித வெடிப்பு ஆகியவற்றை மேம்படுத்துகிறது.
அதிக இழை + உயர் பரிமாண உறுதியற்ற தன்மை
சுத்திகரிப்பு செயல்பாடு இயந்திர மட்டத்தில் கட்டுப்படுத்தப்படுகிறது, இது ஒரு சாதனத்தின் மூலம் நீராடும் திறன் அல்லது ஒப்பீட்டு வேகத்தை அளவிடுகிறது, இதன் மூலம் பேஸ்ட் தண்ணீரை வெளியேற்ற அனுமதிக்கிறது. இது ஷாப்பர்-ரிக்லர் தரங்களில் (SRº) அளவிடப்படுகிறது, அதிக மதிப்பு, அதிக சுத்திகரிப்பு.
அதிக சுத்திகரிப்பு = சிறிய நீராடுதல்
குறைவான சுத்திகரிப்பு = அதிகப்படியான நீரிழிவு
பாஸ்தா சுத்திகரிக்கப்பட்டதும், அது கிளறலுடன் பெரிய வாட்களில் சேமிக்கப்படுகிறது.
இரண்டாம் நிலை இழைகள்
- ஏற்கனவே குறைந்தது ஒரு உற்பத்தி செயல்முறைக்கு உட்பட்ட இழைகளுக்கு இந்த பெயர் கொடுக்கப்பட்டுள்ளது.
- அவை பெயரால் அறியப்படுகின்றன காகிதம், அவை முதன்மையானவற்றுடன் கலக்கப்படலாம் அல்லது அவை 100% இரண்டாம் நிலை இருக்கக்கூடும்.
- சேகரிப்பு மையங்கள் பொதுவாக பெரிய நகரங்களில் உள்ளன மற்றும் தொழிற்சாலைகளுக்கான நீண்ட பயணங்கள் அவற்றை பொருளாதாரமற்றதாக மாற்றும்.
- 50% க்கும் அதிகமாக மீட்க முடியும்
பல்பர்
- இது காகிதத்தை சிதைப்பவராக செயல்படுவது மட்டுமல்லாமல், கயிறுகள் மற்றும் கம்பிகள் போன்ற அசுத்தங்களை நீக்கி, ஸ்க்ரப்பராகவும் செயல்படும்.
- செயல்முறை ஒரு பிளவு மூலம் முடிக்கப்படலாம்
கண்டறியப்பட்டது
இது தர்க்கரீதியாக வெப்பத்துடன் இணைக்கப்பட்ட ரசாயனங்கள் மற்றும் காகிதத்திலிருந்து மை அகற்ற இயந்திர ஆற்றலைப் பயன்படுத்துகிறது.
3 தயாரிப்புகள்:
- சவர்க்காரம்: மை அகற்றவும்
- சிதறல்கள்: இதனால் மை தண்ணீரை விட்டு மீண்டும் டெபாசிட் செய்யாது.
- நுரைக்கும் முகவர்கள்: மை அகற்ற உதவுகிறது.
செயல்முறை செயல்முறை
கழுவுவதன் மூலம் நிர்ணயிக்கப்பட்டுள்ளது
- இது மிகவும் பழமையானது
- 1 முதல் 10 மைக்ரான் அளவு துகள்களை அகற்றி நன்றாக வேலை செய்கிறது
மிதவை டி-மை
- இது அதிகம் பயன்படுத்தப்படுகிறது
- சேர்க்கப்பட்ட வேதிப்பொருட்களின் நோக்கம் மை நுரைத்தல் மற்றும் மிதவை.
- இது பெரிய மை துகள்கள் இரண்டையும் நீக்குகிறது மற்றும் ஃபைபர் இழப்பு குறைவாக இருப்பதால் இது கழுவுவதை விட மிகவும் பயனுள்ளதாக இருக்கும்.
- செயல்பாட்டில் உங்களுக்கு குறைந்த நீர் தேவை
ஒருங்கிணைந்த செயல்முறைகள்
- சலவை சிறிய மை துகள்கள் மற்றும் காகித சுமைகளை அகற்ற பயன்படுகிறது மற்றும் அடுத்தடுத்த மிதக்கும் செயல்முறையை மேம்படுத்துகிறது.
நொதிகளால் நிர்ணயிக்கப்பட்டது
- நீக்கும் செயல்பாட்டில் ஒரு புதிய போக்கு. சிக்கல்களில் ஒன்று அதிக நுரை உருவாக்கம்.
- இழைகளின் இழப்பு மற்றும் எதிர்ப்பு உள்ளது
- அவற்றை காலவரையின்றி மறுசுழற்சி செய்ய முடியாது, 3 முதல் 5 பயன்பாடுகளை மட்டுமே அனுமதிக்கவும்.
தாள் உருவாக்கம்
- இந்த தருணத்திலிருந்து, எந்தவொரு காகிதத்திற்கும் உற்பத்தி சரியாகவே இருக்கும். வேறுபாடு அதன் கலவை மற்றும் பூச்சு மூலம் வழங்கப்படும்.
- தாள் உருவாக்கம்: பேஸ்ட் ஓட்டத்தை அகலமான மற்றும் சீரான தாளாக மாற்றவும்.
கலவை தொட்டி
காகித வகைக்கு ஏற்ப வெவ்வேறு கூறுகள் சேர்க்கப்படும் இடங்கள்:
- இழைகள்
- ஆப்டிகல் பிரகாசங்கள்
- சுமைகள்
- மரபணுவில் சேர்க்கைகள்
- அளவிடுதல் முகவர்கள்
பிழைத்திருத்தங்கள்
விரும்பத்தகாத துகள்கள் அகற்றப்படுகின்றன.
2 வகைகள்
நிகழ்தகவு
- துளையிடப்பட்ட கண்ணி அல்லது திரை வழியாக அவை எவ்வளவு தூரம் செல்லக்கூடும் என்பதன் அடிப்படையில் அவை பருமனான துகள்களை அகற்றுகின்றன.
மையவிலக்கு
- அவை கூம்பு உடல்களுக்குள் பாஸ்தாவைச் சுழற்றுவதற்கான மையவிலக்கு சக்தியைப் பயன்படுத்தி, கனமான துகள்களைப் பிரிக்கின்றன, அவை திறந்த கீழ் முனை வழியாக வெளியே வருகின்றன.
2 அமைப்புகள் பொதுவாக அதிக செயல்திறனுக்காக இணைக்கப்படுகின்றன.
தலையணி அல்லது இயந்திரத் தலை
- அகலமான மற்றும் மெல்லிய தாள்களை உருவாக்குவதற்கான அடிப்படை உறுப்பு
- அவர்களுக்கு பாஸ்தா நுழைவாயிலின் நிலையான மற்றும் சீரான ஓட்டம் தேவை.
கூறானதும்
- பெட்டியின் நுழைவாயிலின் முழு அகலத்திலும் பேஸ்டின் அழுத்தம் மற்றும் ஓட்டத்தை நிலையானதாக மாற்றும் சாதனம்.
- விரிவாக்க அறை: இது இடைநீக்கத்தில் இழைகளின் சிறந்த ஏற்பாட்டிற்கு உதவுகிறது.
துணியை அடைய வேண்டிய இடைநீக்கம் அல்லது நீர்த்த பேஸ்டின் அளவு அவசியமாக இருக்க வேண்டும்:
- இலக்கணத்தைக் கொடுங்கள்
- பயிற்சிக்கு உதவுங்கள்
- உற்பத்தி வேகத்தைக் கண்காணிக்கவும்
- ஒரு சீரான சுயவிவரத்தைப் பெறுங்கள்
இது கட்டுப்படுத்தப்படுகிறது:
- ஓட்டம் (அளவு)
- நிலைத்தன்மை (அடர்த்தி)
தட்டையான அட்டவணை
- 7 அல்லது 8 மீட்டர் அகலம்
- நீரை நீக்குவதன் மூலம் நீரை அகற்ற உதவுகிறது
- துணி ஒரு குறுக்கு இயக்கம் என்று அழைக்கப்படுகிறது tracheo, இழைகளைத் திசைதிருப்பவும், சிதைவதைத் தவிர்க்கவும்.
- இயந்திர உணர்வு: ஃபைபர் இயக்கம்
- குறுக்கு திசை: இழைக்கு எதிராக
- பழைய இயந்திரங்கள்: 30 - 40 மீ / நிமிடம் வேகம்
- 4 அல்லது 5 ஆண்டுகளுக்கு முன்பு இருந்தவர்கள்: வேகம் 800 - 900 மீ / நிமிடம்
- தற்போது: 1300 - 1400 மீ / நிமிடம் இடையில் வேகம் (இவற்றைக் கண்டுபிடிப்பது இல்லை)
2 அட்டவணை வகைகள்
வழக்கமான:
- துணி பக்கம்: அதைத் தொடும் காகிதத்தின் ஒரு பகுதி. மேலும் கடினமான
- உணர்ந்த முகம்: மேல் முகம். அதிக சுமைகளுக்கு மென்மையானது
இரட்டை துணி:
- இது உறிஞ்சும் பெட்டிகள் வழியாக மேல்நோக்கி திசைதிருப்பலை அனுமதிக்கிறது, மேலும் சமச்சீர் தாள்களைப் பெறுகிறது. 1400 - 1500 மீ / நிமிடம் முதல் வேகம்
துணி
- இது பேஸ்டின் நல்ல விநியோகத்தை அனுமதிக்க வேண்டும்
- நீர் வடிகால்
- இழைகளின் பத்தியைத் தடுக்கும்
- இழைகளை அதில் ஒட்டாமல் தடுக்கும்
- எளிதாக கழுவும்
- 2 வகைகள்:
- பிளாஸ்டிக்: + விலை + ஆயுள்
- நீராடுதல்: இது தண்ணீரை நீக்குவது
உருளைகள் நீராடுதல்
- அவர்கள் துணியை ஆதரிக்கிறார்கள் மற்றும் தண்ணீரை அகற்றுகிறார்கள். இயந்திரம் 300 மீ / நிமிடம் தாண்டும்போது இது பயன்படுத்தப்படாது
படலம்
- அவை சுழலாத பட்டிகளால் ஆன கூறுகள் மற்றும் துணி அவற்றில் சறுக்குகிறது.
- அவை நீண்ட காலம் நீடிக்கும், மேலும் முற்போக்கானவை.
- இது முதல் நீரிழிவு மண்டலத்தில் மிகவும் பொதுவான உறுப்பு ஆகும்.
ஆர்வமுள்ள பெட்டிகள்
- அதிக ஆற்றல்மிக்க செயல்
- வெற்றிடமானது முற்போக்கானது
- பெட்டிகளின் எண்ணிக்கை இயந்திரத்தின் நீளத்தைப் பொறுத்தது
- வெற்றிட விசையியக்கக் குழாய்களுடன் வேலை செய்கிறது.
உறிஞ்சும் சிலிண்டர்
- அட்டவணையில் கடைசி வடிகால் உறுப்பு
- துணி தொடர்பு வளைந்திருக்கும் மற்றும் சிறிய பரப்பளவு கொண்டது
- துணி வேகத்தில் சுழலும் ஒரு துளையிடப்பட்ட உலோக ஜாக்கெட் உள்ளது
நுரை கொலையாளி அல்லது டான்டி ரோலர்
- வழக்கமான அட்டவணைகள் மட்டுமே கொண்டு செல்லப்படுகின்றன
- மென்மையான மற்றும் சீரான பிளேட்டை அடைய உதவுகிறது
- வாட்டர்மார்க்ஸ் செய்யலாம்
- ஹெட் பாக்ஸ் 99- 1% நீர் ———————- XNUMX% ஃபைப்ரஸ் மேட்டர்
- துணி பினிஷ் ——————- 80% நீர் —————– 20% ஃபைப்ரஸ் மேட்டர்
அச்சகங்கள்
- காகிதத் தாளின் ஈரமான அழுத்துதல் ஒரு உணர்ந்தவருடன் தொடர்பு கொள்ளப்படுகிறது
- இது 80% முதல் 60% ஈரப்பதம் வரை செல்லும்
விரும்பினால்
- மீதமுள்ள நீரை வெப்பத்தின் மூலம் அகற்றவும்
- இரண்டு பாகங்கள்: 1 வது உலர் மற்றும் 2 வது உலர்
- அவற்றுக்கிடையே காகிதத்திற்கு மேற்பரப்பு சிகிச்சையை வழங்க ஒரு அமைப்பு வைக்கப்பட்டுள்ளது
- வெப்பநிலை படிப்படியாக 70º முதல் 120 - 130º வரை உயர்கிறது
- இழைகள் 20% அகலத்திலும் 1% - 2% நீளத்திலும் சுருங்குகின்றன. இது உள் பதட்டங்களை உருவாக்குகிறது.
- 2 வது வரிசையின் முடிவில் உருளைகள் புத்துணர்ச்சியூட்டுகின்றன
மேற்புற சிகிச்சை
அவை பலவாக இருக்கலாம்:
- அளவு அழுத்தவும் (மிகவும் தற்போதையது)
- கேட் - ரோல்
- பில் - பிளேட்
அளவு-அழுத்தவும்
இது எளிமையானது
இது பைண்டரின் சிறிய அடுக்கைப் பயன்படுத்துவதைக் கொண்டுள்ளது.
- அது பைண்டர் மட்டுமே என்றால் = ஆஃப்செட் பேப்பர்
- அது பைண்டர் என்றால் + நிறமி = நிறமி காகிதம்
அளவு
- ஆஃப்செட் காகிதம் = 1 - 2 gr / m2
- நிறமி காகிதம் = 4 - 5 gr / m2
அச்சிடும் திறனை மேம்படுத்தவும்
சில நேரங்களில் அளவு-பத்திரிகை முன் பூசப்பட்டிருக்கும்
கேட்-ரோல்
- சாஸ் ஒரு இடைநிலை உருளை மூலம் விண்ணப்பதாரர் உருளைகளுக்கு மாற்றப்படுகிறது
- அதிக அளவு அடுக்கைப் பயன்படுத்த உங்களை அனுமதிக்கிறது
- இயந்திர பூசப்பட்ட காகிதங்களுக்கு பெரும்பாலும் பயன்படுத்தப்படுகிறது
- 8 - 10 gr / m இன் ஒளி அடுக்கு2 ஒரு முகத்திற்கு
பில்-பிளேட்
- இயந்திர பூச்சுக்கு பயன்படுத்தப்படும் அமைப்பு
- பயன்பாடு ஒரு பக்கத்தில் ஒரு கத்தி மற்றும் மறுபுறம் ஒரு உருளை கொண்டு செய்யப்படுகிறது.
Lisas
- உலோக உருளைகள் கொண்ட இயந்திரம் (2 முதல் 5 வரை)
- காகிதத்தை மென்மையாக்குவதும், காகிதத்தின் அகலம் முழுவதும் தடிமன் கட்டுப்படுத்துவதும் இதன் செயல்பாடு.
- அவை பிரகாசிப்பதில்லை
- அவை வழக்கமாக குளிரூட்டும் உருளைகளுக்குப் பின் செல்கின்றன
- அதன் விளைவு தொடர்பு கோடுகள் வழியாக அல்லது காகிதத்தின் பாஸின் அழுத்தம் மற்றும் எண்ணிக்கையைப் பொறுத்தது என்ஐபிஎஸ்.
போப்
காகிதம் மென்மையானது வழியாக சென்றதும், அது போப் என்று அழைக்கப்படும் எந்திரத்தில் சுருட்டப்படுகிறது, பின்னர் அது இரண்டு பாதைகளைப் பின்பற்றலாம்
- Uncoated அல்லது Machine Coated Paper ———-> முடிகிறது
- இது இயந்திரத்திலிருந்து காகிதமாக இருந்தால், அது பூச்சு இயந்திரத்திற்கு செல்கிறது
கோட்டரின் தலைக்கு அனுப்பப்படும் திரவங்கள் அசுத்தங்களை அகற்ற திரையிடப்படுகின்றன.
கோட்டர்
- ஸ்டக்கோ சாஸை ஆதரவுக்குப் பயன்படுத்தும் இயந்திரம் இது
பூசப்பட்ட ஸ்கிராப்பர்
- இது மிகவும் பொதுவானது
- இது ஒரு உருளை மூலம் பயன்படுத்தப்படுகிறது மற்றும் அது ஒரு எஃகு தாள் மூலம் சமப்படுத்தப்பட்டு அளவிடப்படுகிறது
- 2 வகையான கத்திகள்: கடுமையான (90º பெவல்) அல்லது நெகிழ்வான (45º தீவிர விளிம்பு)
- கடினமான ஒன்று 12 - 13 gr / m க்கு இடையில் கொடுக்கிறது2 ஸ்டக்கோ சாஸ்
- நெகிழ்வானது 22 - 23 gr / m க்கு இடையில் கொடுக்கிறது2 ஸ்டக்கோ சாஸ்
- அவர்கள் 600 - 700 மீ / நிமிடம் வேகத்தில் வேலை செய்யலாம். இருப்பினும் இப்போது 1200 மீ / நிமிடம் வேலை செய்யும் இயந்திரங்கள் உள்ளன.
- காகிதத்தின் மென்மையானது காகிதத்தின் மென்மையை விட குறைவாக இருக்கும்.
பூசப்பட்ட ஊதுகுழல் உதடு
- அதிகப்படியான திரவம் ரோலரால் பயன்படுத்தப்படுகிறது, பின்னர் அது சுருக்கப்பட்ட காற்றால் அகற்றப்படும்
- 20 முதல் 40 gr / m வரை2
- 350 மீ / நிமிடத்திற்கு மேல் இல்லை
- குறைந்த பாகுத்தன்மை சாஸ்
- ஸ்கிராப்பரை விட குறைவான சரியானது
உங்களுக்கு தேவையான பூச்சு பொருட்கள் தயாரிப்பதற்கு
- சமையலுக்கு ஒரு தொட்டி
- மாவின் கூறுகளை சிதறடிக்க மற்றும் ஒரே மாதிரியாக மாற்ற ஒரு ஸ்ட்ரைர்
- பிழைத்திருத்தத்திற்கான வடிப்பான்கள்
- இருப்பு வைப்பு
- ஸ்டக்கோவை மாற்றுவதற்கான குழாய்கள்
கூறுகளின் கலவை
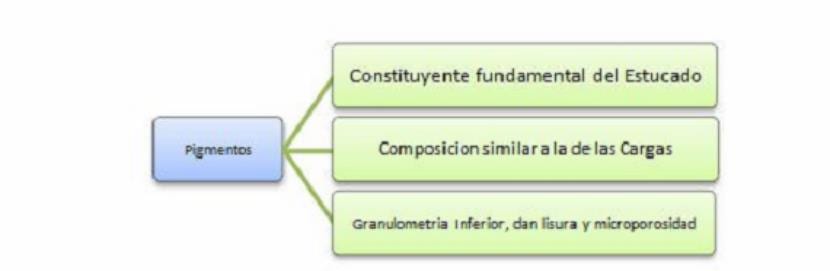
நிறமிகளைப் பற்றி:
- பைண்டர்கள்
- Defoamers
போன்ற கூடுதல்:
- நிறங்கள்
- நுண்ணுயிர் கொல்லிகள்
- மசகு எண்ணெய்
- ஆப்டிகல் பிரைட்டனர்கள்
- எதிர்ப்பிற்கான பிசின்கள்
உயர் பளபளப்பான பூச்சு
- Cast Coated என அழைக்கப்படுகிறது
- இரண்டு காப்புரிமைகள்:
வாரன் அமைப்பு
- ஊதுகுழல் உதடு மூலம் ஸ்டக்கோ பயன்பாடு
- இது மிகவும் மென்மையான ஆதரவைக் கொண்டிருப்பதைக் குறிக்கிறது
- ஸ்டக்கோ App> முன் உலர்ந்த (அகச்சிவப்பு) ——-> 180 ° குரோம் சிலிண்டரைப் பயன்படுத்துங்கள்
- குரோம் சிலிண்டரிலிருந்து மிகவும் வறண்டு வெளியே வருவதால் நிபந்தனை விதிக்கப்படுகிறது
சாம்பியன் அமைப்பு
- ஸ்டக்கோ பயன்பாடு ——–> 80 ° குரோம் சிலிண்டர்
- இரண்டு நிகழ்வுகளிலும் இந்த வகை ஸ்டக்கோ ஒரு பக்கத்தில் மட்டுமே செய்யப்படுகிறது. இரண்டிற்கும் நீங்கள் விரும்பினால், ஒரு முகத்துடன் இரண்டை வேறுபடுத்துவதன் மூலம் இது செய்யப்படுகிறது.
சிறந்த கட்டுரை
ஃபைபர் பேப்பரின் ஆய்வு ஒரு நிரப்பியாக இருக்கும்