
Bilmek kağıt nasıl yapılırOnu nerede, nasıl ve kimin icat ettiğini ve yıllar içindeki dönüşümlerinin neler olduğunu bilmelisiniz. Her iyi tasarımcının bilmesi gerekir o neyden yapılmıştır çalışmalarının görüleceği ortam.
MÖ XNUMX. yüzyılın başlarında Çin'de Han Hsin tarafından icat edildi. İlk fikir ucuz bir kıyafet icat etmekti. Ts'ai Lum, icadını hatırladı Han Hsin ve sadece ipliğin liflerini bağlayacak ve onları su geçirmez hale getirecek bir şey eksik olduğunu buldu (bu, ağar ağar ve verdiği jelatini kullanarak. İspanya'daki en eski belge O mu "Mozarabik Missal » 1040-1050 tarihli Silolar Manastırı'nda korunmaktadır.
Evrim
- 1450 Gutenberg, Matbaayı icat etti.
- 1670 ve 1680 Eski kıyafetleri parçalayan Hollandalı yığını icat edildi ve detaylandırma tek tek yapıldı.
- 1789 Luis Nicolás Robert - Kesintisiz bir bant vasıtasıyla uzun kağıt şeritleri yapabilen bir makine icat etti.
- 1807 Kaolinin dolgu maddesi olarak kullanımı ortaya çıkmaktadır.
- 1874 Bisülfit sürecini tanıtır.
- 1884 Sülfat veya Krafft süreci belirir.
Kağıt malzemeler
Kağıt yapmak için kullanılan hammaddeler:
- elyaf
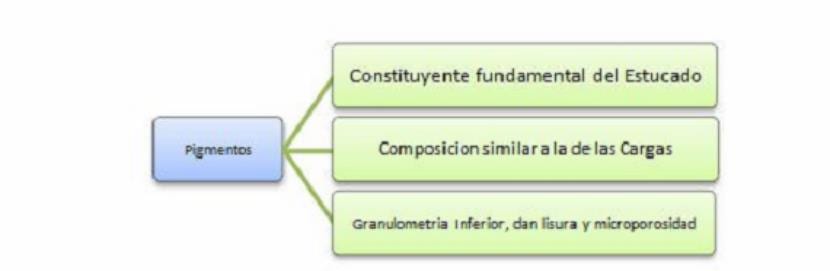
- Dolgu maddeleri ve pigmentler
- katkı maddeleri
elyaf
- Ahşap lifler
- Odun dışı lifler
- Sentetik elyaflar
Ahşap lifler
Çok Yıllık veya Reçineli Ağaçlar
- Her çeşit çam ve köknar
- Ortalama uzunluk 2 ile 4 mm arasında, daha da uzun
- Düşük gramajlı kağıtlar için yüksek direnç
Yaprak Döken veya Yapraklı Ağaçlar
- Okaliptüs, Kayın ve Huş Ağacı
- 1 mm orta uzunlukta
- Lifleri düzgünlük ve iyi kağıt yaprak oluşumu sağlar
- Gramaj arttıkça kağıt üzerindeki yüzdesi artar, 100 gr / m150 üzeri kağıtlarda% XNUMX'e ulaşılır.2.
Odun dışı lifler
Şeker kamışı ve tahıl kamışı, kenevir, esparto, pamuk ve keten küspesi olabilirler.
Elyaf Uzunluğu:
- Reçineli ————————- 4 mm
- Yapraklı ————————- 1,5 mm
- Bagas —————————– 1,7 mm
- Buğday ve Arpa —————— 1,5 mm
- Esparto ————————— 1,1 mm
- Saman ve Pirinç ———————- 0,5 mm
- Pamuk ————————– 30 mm
Sentetik elyaflar
- Grafik ürünlerin imalatı
- Yüksek mukavemetli çözünmüş polietilen
Lifli olmayan malzemeler
üretmek inorganik bazen büyük miktarlarda kağıdın bir parçası haline gelir.
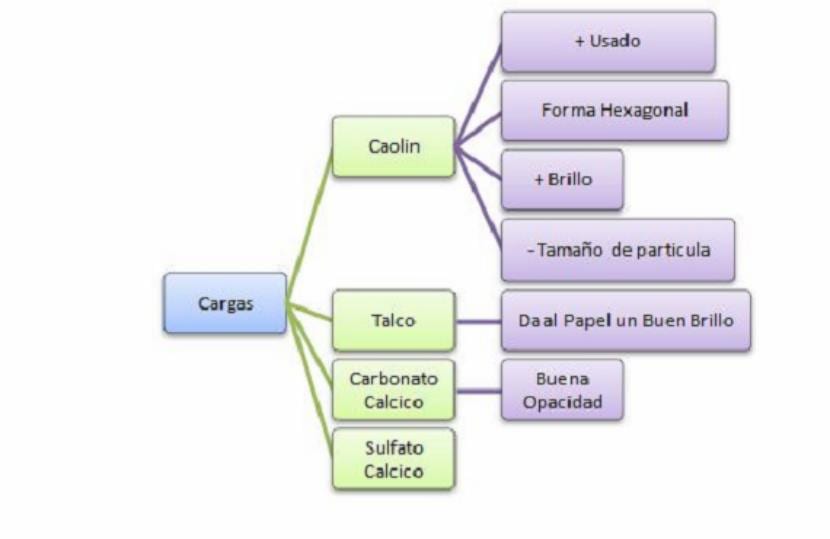
Yüklerin ve Pigmentlerin Etkisi
- Beyazlık ve opaklık (Kırılma İndeksi)
- Yoğunluğu - daha fazla yük, daha fazla gramaj
- Sıvı Emme - Mürekkep transferini önler
- Geometrik Şekil - Varlığın mekanik özelliklerini azaltmasını sağlar.
Ahşabın kimyasal bileşimi
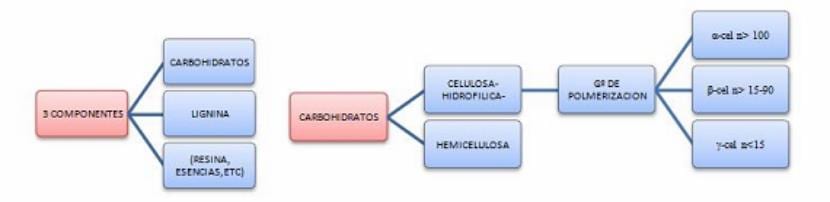
Holoselüloz: selüloz + hemiselüloz
Lignin: Lifleri sıkıca bir arada tutan çok karmaşık bir kimyasal bileşiktir.
Beyazlık: Görünür ışık spektrumudur.
Diğer ürünler:
| REÇİNELER | Gür | |
| LIGNIN | 25-30% | 18 -% 30 |
| SELÜLOZ | 40 -% 45 | 45 -% 50 |
| HEMİSELÜLOZ | 10 -% 15 | 20 -% 30 |
| Reçineler | 4% | 1,5 -% 2 |
Ahşap hazırlama
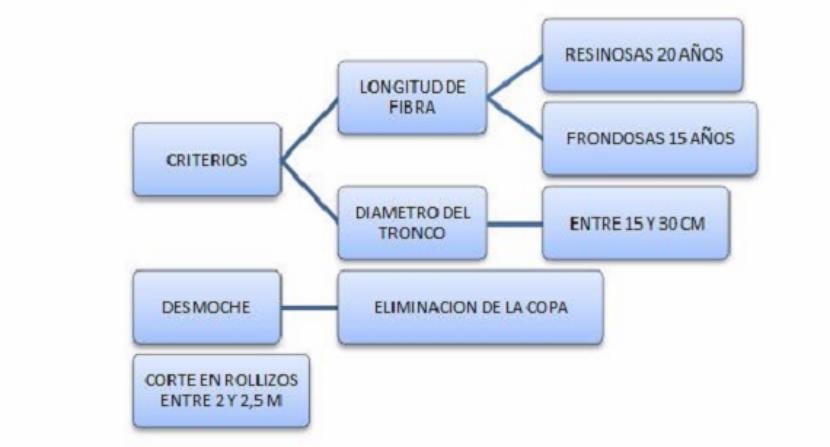
Debarked
- Kaldırmak gerekiyor
- Lifli karakteri yoktur
- Reaktifleri ve enerjiyi tüketin
- Makarnayı kirle
- Ana Orta - Debarker Tamburu
Ahşap depolama
- % 25 ila 55 Nem Arası
- 25 ila 35 ° Sıcaklık Arası
- Reçineli - Bir yıldan fazla değil
- Yapraklı - Kalite kaybını önlemek için 2 ila 6 ay arası
Yontma
Sıyrıldıktan sonra günlükler cipslere indirgenir veya CİPS kimyasal, yarı kimyasal ve mekanik rafinasyon gibi belirli macunları oluşturabilme. Çipin boyutu, ateşlemede kullanılan reaktiflerin emprenye edilmesine bağlı olacaktır.
Mekanik macun
Klasik mekanik makarna
- Kesilmemiş ahşap kütüklerden
- Genellikle Reçineli
- Silindirik taşlama taşı, aşındırıcı yüzey, sürekli nemlendirilmiş.
Su
- Yanmayı önleyin
- Taşlama çarkını temizleyin
- Lifleri taşıyın
2 Tür:
- Devam: Warren de Cadena
- Kesik: Büyük Kuzey
Avantaj:
- Yüksek performans (% 95)
- İyi el özellikleri (
Dezavantajları:
- Zor ağartma
- Düşük Beyazlık <% 80
- Fiber duvara zarar verir
Mekanik hamurun ufalanması veya rafine edilmesi:
- Disk öğütücüler, daha yüksek kaliteli hamur
- Daha iyi fiziksel özellikler
Yararları:
- Reddedilmiş ahşabı kullanma imkanı
- Sert ağaç kullanma imkanı
- Tek tip kalitede macun
Dezavantajları:
- Daha yüksek yatırım
- Daha yüksek enerji tüketimi
- Daha yüksek bakım maliyeti
Termomekanik macun
- Talaş pastasının mekanik özellikleri iyileştirildi
- Bunun için, talaşları rafine diskine sokmadan önce ısıtmak için yüksek sıcaklıkta buhar verilir ve lignin ve liflerin mukavemetinin azaltılması.
- Yaşlanma ve sararma eğilimi
- Yüksek opaklık. hafif kağıtlar için uygundur.
Kimyasal-termomekanik macun
- Yüksek verim
- Geleneksel mekanik macunlardan daha iyi fiziksel koşullar
- Cipslerin boyutu küçültüldü, sonra 60 saat boyunca 80 ila 3º Tº'da soda bulunan bir sindiricide. (Kimyasal macun durumunda, daha uzun süre ve daha yüksek sıcaklıkta pişirilir).
Kimyasal macun
- Linyin uzaklaştırma derecesi, ahşabın yakma işlemi ne kadar güçlü olursa o kadar büyük olacaktır.
2 Sistem:
- Al bisülfit
- kraft
Bisülfit
- 1874'te İsveç'te kuruldu
- Pişirme likörü, kalsiyum, magnezyum veya amonyum bazlı bir bisülfittir.
- 130º ile 140º arası pişirme sıcaklığı
- 6 ile 8 saat arası pişirme süresi
- Delignifikasyon basittir ve cama benzer kağıtlar için uygun hemiselüloz açısından zengin macunlar üretir.
- Kimyasal geri kazanımı yoktur
- % 45 ile 55 arasında verim
kraft
- Geri kazanım kazanının dahil edilmesi için büyük destek.

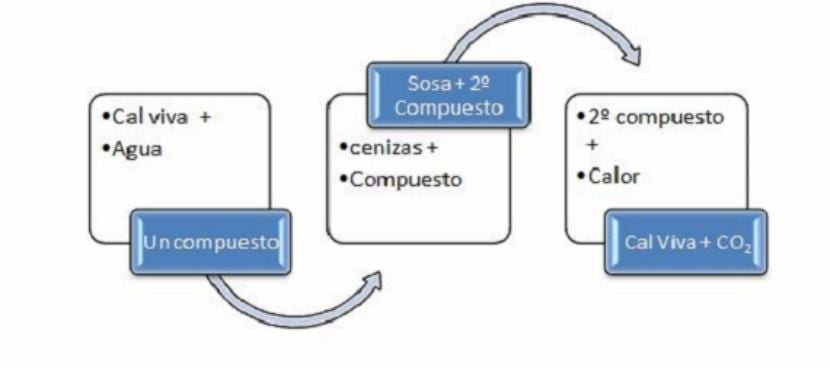
Kurtarma işlemi
Organik madde, mineral ve sudan% 18 ila 20 konsantrasyonda oluşturulan siyah likörler, buharlaştırıcı ile konsantrasyon% 60'a çıkarılır. Daha sonra ısı üreterek yakılır. Küller sodyum karbonattan yapılmıştır. Daha sonra soda geri kazanılır. Verim% 45 ila 55.
Beyazlatma
Ağartmanın amacı, pişirilerek uzaklaştırılmamış lignini uzaklaştırmaktır.
Konvansiyonel Ağartma
- Klorlama
- çıkarma
- Klor dioksit
- çıkarma
- Klor dioksit
- Her aşama arasında bir yıkama aşaması vardır.
Klor Dioksit Ağartma
- Oksijenle tanecik giderme, daha sonra pişirilir ve ardından klor dioksit ile işlem uygulanır.
Ozon Beyazlatma
- + Selüloz bozar
- % 90'dan fazla beyazlık
- Direnç kaybı açısından kabul edilemez sonuçlar
Enzim Ağartma
- Enzimler artı diğer ağartıcılar
- Çok üstün beyazlık
- Klor dioksit azalması% 10-15
Oksijenli Su Ağartma
- Kimyasal-termomekanik macunlarda kullanılan hidrojen peroksit
Depurasyon
- Entegre Fabrika - Borularla gönderilecektir.
- Entegre Değil - Kartonda, nakliyeyi kolaylaştırmak için makarna tabakaları% 10 nem ile üretilir.
- Daha fazla su, olası mantarlar için daha az zaman.
Lifler olarak sınıflandırılır
- Birincil Lifler
- İkincil Lifler
Birincil lifler
- Odun veya diğer sebze bitkilerinden elde edilirler, ilk kullanım lifleridir. Atık kağıt fabrikalarından çıkan atıklar birincil elyaf olarak kabul edilir.
hamur makinesi:
- Alt kısmında makarna yapraklarını çalkalayan ve lifleri bireyselleştiren, suda% 6 ila% 12 kuru madde arasında sulu bir süspansiyon hazırlayan helezonlu bir kaptır.
- Cihaz, karışımın büyük parçaların geçişine izin vermeyen bir ızgaradan geçirilmesi ile boşaltılır.
- Hamurda kullanılan su beyazdır, fabrikadan geri dönüştürülen sudur (lif ve yük içeriğinden dolayı beyazdır).
- Uzun ve kısa lifler hamur makinesine ayrı ayrı yerleştirilir. Rafine edene kadar karışmayacaklar.
Striptizciler:
- Kağıt hamurundan kötü parçalanmış parçacıklar sorununu çözmek için kullanılırlar. Sıyırıcı, sivri uçlu veya çıkıntılı iki diskten oluşur.
Rafine etme:
Rafine etme yoluyla, en çeşitli kağıt türlerini ve türlerini üretme özellikleri verilir. Her kağıt uygun bir iyileştirme gerektirir, bunlar bazı türlerdir:
- Hollandalı Yığın
- Küçük Açılı Konik Rafinler
- Geniş Açılı Konik Rafinler
- Disk Ayrıntılandırma
Rafinasyon türü ne olursa olsun, temel işlem, macunu aralarından geçirerek sabit bir eleman ile dönen bir eleman arasında gerçekleştirilir.
Rafine edildikten sonra, lifler aşağıdaki gibi bir etki üreten az çok enerjik bir eyleme tabi tutulur:
Sallayın ve Sallayın:
- Lif hidratlanır
- Ovmak. Lif, fibrillere dönüşür
- Kesme - Lif, uzunlukta veya kesmede bir azalmaya uğrar.
- Fibrilasyon, fibrillerin salınması ve daha ince üretim olup, spesifik yüzey alanında gözle görülür bir artışa neden olarak yırtılma uzunluğunu ve kağıdın patlamasını iyileştirir.
Daha yüksek fibrilasyon + Daha yüksek boyutsal kararsızlık
Rafinaj işlemi, macunun suyun tahliye edilmesine izin verdiği susuzlaştırma kapasitesini veya nispi hızı ölçen bir cihaz vasıtasıyla makinede kontrol edilir. Shopper-Riegler sınıflarında (SRº) ölçülür, değer ne kadar yüksekse, iyileştirme o kadar büyük olur.
Daha yüksek bir iyileştirme = Az miktarda susuzlaştırma
Daha az arıtma = Fazla susuzlaştırma
Makarna rafine edildikten sonra karıştırılarak büyük kaplarda saklanır.
İkincil lifler
- Halihazırda en az bir üretim sürecinden geçmiş liflere bu isim verilir.
- Adıyla bilinirler KAĞITbirincil olanlarla karıştırılabilirler veya% 100 ikincil olabilirler.
- Toplama merkezleri genellikle büyük şehirlerde bulunur ve fabrikalara uzun yolculuklar onları ekonomik hale getirebilir.
- % 50'den fazla iyileşme mümkündür
küspe makinesi
- Yalnızca kağıdı parçalayıcı olarak değil, aynı zamanda ipler ve teller gibi safsızlıkları gideren bir temizleyici görevi de görecektir.
- İşlem kıymıkla sonlandırılabilir
Detinued
Mürekkebi kağıttan çıkarmak için mantıksal olarak ısıya ve mekanik enerjinin kullanımına bağlı kimyasallarla yapılır.
3 Ürünler:
- Deterjanlar: mürekkebi çıkarın
- Dağıtıcılar: Mürekkebin sudan ayrılması ve yeniden birikmemesi için.
- Köpürtücü ajanlar: Mürekkebin uzaklaştırılmasını kolaylaştırır.
Bağlantının kaldırılması süreci
Yıkanarak hedef
- En eskisi
- 1 ila 10 mikron boyutundaki parçacıkları kaldırarak iyi çalışır
Flotasyon mürekkepsiz
- En çok kullanılan
- Eklenen kimyasalların amacı mürekkebin köpürmesi ve flokülasyonudur.
- Hem daha büyük mürekkep partiküllerini ortadan kaldırdığı hem de elyaf kaybı daha az olduğu için yıkamadan daha etkilidir.
- Süreçte daha az suya ihtiyacınız var
Kombine süreçler
- Yıkama, kağıt yüklerinin yanı sıra küçük mürekkep parçacıklarını gidermek için kullanılır ve sonraki yüzdürme işlemini iyileştirir.
Enzimler tarafından belirlenir
- Bağlantının giderilmesi sürecinde yeni bir trend. Sorunlardan biri yüksek köpük oluşumu olabilir.
- Lif kaybı ve direnç var
- Süresiz olarak geri dönüştürülemezler, sadece 3 ila 5 kullanıma izin verirler.
Levha oluşumu
- Bu andan itibaren her tür kağıt için üretim tamamen aynıdır. Fark, kompozisyonu ve bitişiyle verilecektir.
- Tabaka Oluşumu: Macun akışını geniş ve tek tip bir tabakaya dönüştürün.
Karıştırma küveti
Kağıt türüne göre farklı bileşenlerin eklendiği yerler:
- elyaf
- Optik parlatıcılar
- Yükler
- Gene Katkı Maddeleri
- Haşıl maddeleri
Hata ayıklayıcılar
İstenmeyen partiküller uzaklaştırılır.
2 Çeşit
Olasılık
- Delikli bir ağ veya elekten geçme olasılıklarına göre büyük parçacıkları temizlerler.
Merkezkaç
- Açık alt uçtan çıkan daha ağır parçacıkları ayıran konik gövdeler içinde makarnanın merkezkaç kuvvetinden yararlanırlar.
2 sistem genellikle daha yüksek verimlilik için birleştirilir.
Kafa kutusu veya makine kafası
- Geniş ve ince levhalar oluşturmak için temel eleman
- Sürekli ve tek tip makarna girişine ihtiyaç duyarlar.
Çeşitli
- Kutu girişinin tüm genişliği boyunca pastanın basıncını ve akışını sabit hale getiren cihaz.
- Genleşme Odası: Süspansiyondaki liflerin daha iyi düzenlenmesine yardımcı olur.
Kumaşa ulaşması gereken süspansiyon veya seyreltilmiş macun miktarı aşağıdakiler için gerekli olmalıdır:
- Gramajı ver
- Yardım eğitimi
- Üretim hızını takip edin
- Tek tip bir profil edinin
Bu düzenlenir:
- Akış (miktar)
- Tutarlılık (yoğunluk)
Düz masa
- 7 veya 8 metre genişliğinde
- Susuzlaştırarak suyun uzaklaştırılmasına yardımcı olur
- Kumaşın enine hareketi vardır. trakeo, lifleri yönlendirmek ve dekompansasyonu önlemek için.
- Makine Algısı: Elyaf Yönü
- Enine yön: Fibere karşı
- Eski Makineler: 30-40 m / dak arası hız
- 4 veya 5 yıl öncesine ait olanlar: 800 - 900 m / dak arası hız
- Şu anda: 1300 - 1400 m / dak arasında hız (bunların izleme özelliği yoktur)
2 Tablo türleri
Konvansiyonel:
- Kumaş Tarafı: Kağıdın ona dokunan kısmı. Daha sert
- Keçe Yüz: Üst yüz. Yüklerin daha fazla% 'si için daha pürüzsüz
Çift kumaş:
- Susuzlaştırmanın emiş kutuları vasıtasıyla yukarı doğru yönlendirilmesine, daha simetrik tabakalar elde edilmesine olanak sağlar. 1400 - 1500 m / dak arası hızlar
tuval
- Macunun iyi bir şekilde dağılmasına izin vermelidir
- Su tahliye
- Lif geçişini önleyin
- Liflerin yapışmasını önleyin
- Kolay yıkama
- 2 tür:
- Plastikler: + fiyat + dayanıklılık
- Susuzlaştırma: suyun giderilmesidir
Susuzlaştırma silindirleri
- Kumaşı destekler ve suyu uzaklaştırır. Makine 300 m / dk'yı geçtiğinde kullanılmaz.
Folyolar
- Dönmeyen ve üzerinde kumaş kayan çubuklardan oluşan elemanlardır.
- Daha uzun süre dayanırlar ve daha ilericidirler.
- İlk drenaj bölgesindeki en yaygın unsurdur.
Kalkınan kutular
- Daha enerjik eylem
- Boşluk ilerleyicidir
- Kutu sayısı makinenin uzunluğuna bağlıdır
- Vakum pompaları ile çalışır.
Emme silindiri
- Masadaki son drenaj elemanı
- Kumaşın teması kavisli ve az yüzeylidir
- Kumaş hızında dönen delikli metal bir ceketi vardır
Köpük öldürücü veya züppe rulo
- Sadece geleneksel masalarla taşınır
- Daha pürüzsüz ve homojen bir bıçak elde etmeye yardımcı olur
- Filigran yapabilir
- Başlık —————-% 99 Su ———————-% 1 Lifli Madde
- Kumaş Ucu ——————-% 80 Su —————–% 20 Lifli Madde
Presler
- Kağıt tabakanın ıslak preslenmesi, bir keçe ile temas halinde gerçekleştirilir.
- Nem% 80'den% 60'a çıkacak
Eğer istenirse
- Kalan suyu ısı yoluyla ortadan kaldırın
- İki bölüm: 1. kuru ve 2. kuru
- Aralarına kağıda yüzey işlemi vermek için bir sistem yerleştirilir.
- Sıcaklık kademeli olarak 70º'den 120 - 130º'ye yükselir
- Lifler eninde% 20 ve uzunlukta% 1 -% 2 oranında küçülür. Bu iç gerilimler yaratır.
- 2. sıranın sonunda silindirler yenileniyor
Yüzey işleme
Birkaç olabilirler:
- Boyut baskısı (en güncel)
- Kapı - Rulo
- Bill - Bıçak
Boyut basın
En basit olanı
Küçük bir bağlayıcı katmanı uygulamaktan oluşur.
- Yalnızca ciltleyici = Ofset Kağıt ise
- Bağlayıcı + pigment ise = Pigmentli Kağıt
miktar
- Ofset kağıt = 1-2 gr / m2
- Pigmentli Kağıt = 4-5 gr / m2
Yazdırılabilirliği artırın
Bazen ebat baskısı önceden kaplanmıştır
kapı rulosu
- Sos, ara merdane vasıtasıyla aplikatör merdanelerine aktarılır.
- Daha fazla miktarda katman uygulamanıza izin verir
- Genellikle makine ile kaplanmış kağıtlar için kullanılır
- Hafif tabaka 8-10 gr / m2 yüz başına
fatura-bıçak
- Makine kaplama için kullanılan sistem
- Uygulama bir tarafa bıçak, diğer tarafa rulo ile yapılır.
Pürüzsüz
- Metal merdanelerden oluşan makine (2'den 5'e kadar)
- İşlevi, kağıdı düzleştirmek ve kalınlığı kağıt genişliği boyunca düzenlemektir.
- Parlamıyorlar
- Genellikle soğutma silindirlerinin peşinden giderler
- Etkisi, kağıdın baskıya ve temas hatlarından geçiş sayısına bağlıdır veya NIPS.
Papa
Kağıt pürüzsüzden geçtikten sonra, pape adı verilen bir makinede sarılır ve ardından iki yolu izleyebilir
- Kaplanmamış veya Makine Kaplamalı Kağıt ———-> Yüzeyler
- Makine dışında kalan kağıt ise kaplama makinesine gider
Kaplayıcının kafasına gönderilen sıvılar elenerek safsızlıkları giderilir.
Kaplayıcı
- Alçı sosu desteğe uygulayan makinedir.
Kaplamalı sıyırıcı
- En yaygın olanıdır
- Rulo vasıtasıyla uygulanır ve eşitlenir ve çelik sac ile dozajlanır.
- 2 tip bıçak: Sert (90º eğimli) veya Esnek (45º uç kenar)
- Sert olan 12 - 13 gr / m arası verir2 sıva sosu
- Esnek 22 - 23 gr / m arası verir2 sıva sosu
- 600 - 700 m / dak arası hızlarda çalışabilirler. ancak şu anda 1200 m / dak ile çalışan makineler var.
- Kağıdın düzgünlüğü ne kadar az olursa kağıdın düzgünlüğü o kadar iyi olacaktır.
Kaplamalı üfleyici dudak
- Fazla sıvı, daha sonra basınçlı hava ile uzaklaştırılan rulo ile uygulanır.
- 20 ile 40 gr / m arası2
- 350 m / dak'dan fazla değil
- Düşük viskoziteli sos
- Kazıyıcıdan daha az mükemmel
Kaplama malzemelerinin hazırlanması için ihtiyacınız olan
- Yemek pişirmek için bir tank
- Hamurun bileşenlerini dağıtmak ve homojenleştirmek için bir karıştırıcı
- Hata ayıklanacak filtreler
- Rezerv depozito
- Sıva transferi için pompalar
Bileşenlerin karışımı
Pigmentler Hakkında:
- Bağlayıcılar
- Köpük kesiciler
Gibi katkı maddeleri:
- Renklendiriciler
- Mikrobisitler
- Yağlayıcılar
- Optik Beyazlatıcılar
- Direnç için reçineler
Parlak kaplama
- Cast Coated olarak bilinir
- İki Patent:
Warren sistemi
- Üfleyici dudak ile sıva uygulaması
- Çok düzgün bir desteğe sahip olmak anlamına gelir
- Sıva uygulayın ——> Ön kurutma (kızılötesi) ——-> 180 ° krom silindir
- Krom silindirden çok kuru çıktığı için şartlandırılmıştır
Şampiyon sistemi
- Sıva uygulaması ——–> 80 ° krom silindir
- Her iki durumda da bu tip sıva sadece bir tarafta yapılır. Her ikisi için de istiyorsanız, iki yüzü tek yüzle karşılaştırarak yapılır.
MÜKEMMEL MAKALE
lifli kağıt çalışması bir tamamlayıcı olacaktır