
要知道 紙是怎麼製成的您必須知道在何處,如何以及由誰發明的,以及這些年來的轉變。 每個優秀的設計師都應該知道 它是什麼做的 可以看到他們作品的媒介。
由漢新在公元前XNUMX世紀初在中國發明。 第一個想法是發明一件廉價的衣服。 蔡朗憶起 韓信 然後他發現他只缺少一些東西來粘合紗線的纖維並使纖維防水(這是通過煮沸稱為 瓊脂 然後用明膠散發出來這 西班牙最古老的文件 是他 ”莫扎拉比紀文» 它的歷史可追溯到1040-1050年,保存在筒倉修道院中。
進化
- 1450 古騰堡發明了印刷機。
- 1670和1680 荷蘭人發明了堆絨,將舊衣服切碎,細化工序一一完成。
- 1789 路易斯·尼古拉斯·羅伯特(LuisNicolásRobert)-發明了一種可以通過連續膠帶製作長條紙的機器。
- 1807 出現使用高嶺土作為填料。
- 1874 介紹亞硫酸氫鹽工藝。
- 1884 出現硫酸鹽或Krafft工藝。
紙材料
造紙原料為:
- 纖維類
- 填料和顏料
- 添加劑類
纖維類
- 木纖維
- 非木纖維
- 合成纖維
木纖維
多年生或樹脂樹
- 各種鬆樹和冷杉
- 平均長度在2到4毫米之間,甚至更長
- 高阻低克重紙
落葉或綠樹
- 桉樹,山毛櫸和樺木
- 1mm中長
- 其纖維提供光滑度和良好的紙張形成
- 它在紙上的百分比隨著克重的增加而增加,在100 gr / m以上的紙中可以達到150%2.
非木纖維
它們可以是甘蔗和穀物秸稈的甘蔗渣,大麻,西班牙細麵條,棉花和亞麻。
光纖長度:
- 樹脂————————- 4毫米
- 多葉————————- 1,5毫米
- 蔗渣—————————– 1,7毫米
- 小麥和大麥—————— 1,5毫米
- Esparto ————————— 1,1毫米
- 稻草和稻米———————- 0,5毫米
- 棉————————– 30毫米
合成纖維
- 圖形產品的製造
- 高強度溶解聚乙烯
非纖維材料
產生 無機的 有時會成為紙張的一部分。
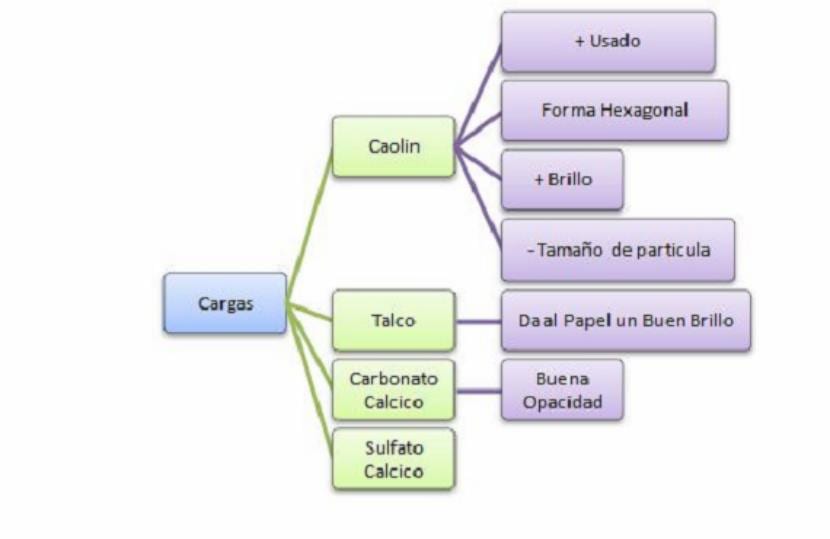
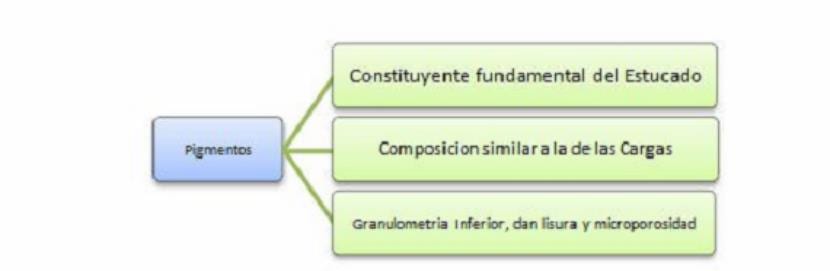
電荷和顏料的作用
- 白度和不透明度(折射率)
- 它的密度-負載越大,克重越大
- 液體吸收-防止墨水轉移
- 幾何形狀-使外觀降低其機械特性。
木材的化學成分
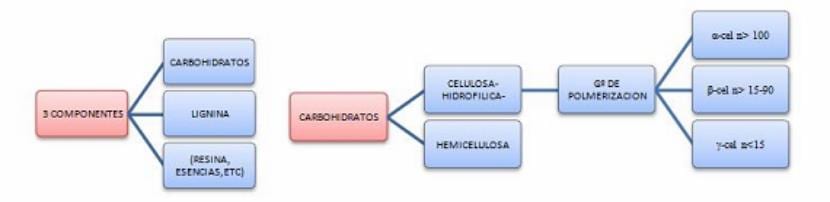
全纖維素:纖維素+半纖維素
木質素: 它是一種非常複雜的化合物,可以將纖維緊密地粘合在一起。
白度: 這是可見光譜。
其他產品:
| RESINOS | 鬱鬱蔥蔥 | |
| 木質素 | 25 -30% | 18 -30% |
| 纖維素 | 40 - 45% | 45 - 50% |
| 半纖維素 | 10 -15% | 20 - 30% |
| 樹脂 | 4% | 1,5 - 2% |
木材準備
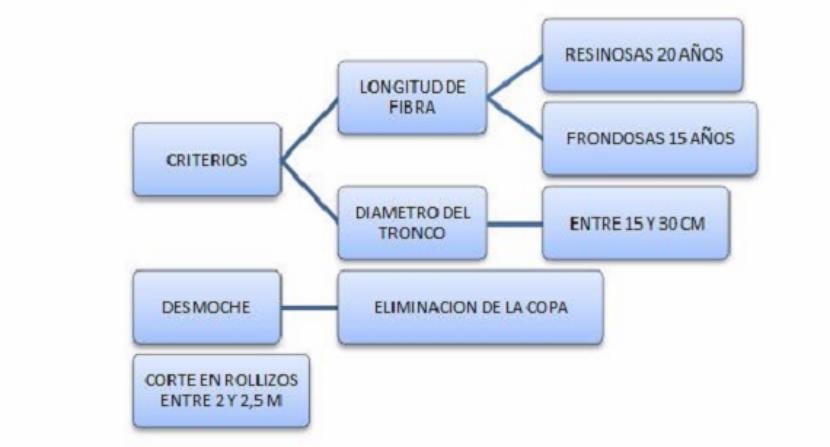
剝皮
- 有必要將其刪除
- 沒有纖維性狀
- 消耗試劑和能源
- 弄污麵食
- 主中-剝皮機鼓
木材存放
- 濕度在25%至55%之間
- 溫度在25至35º之間
- 樹脂-不超過一年
- 綠葉-2到6個月之間以避免質量下降
切碎
剝皮後,原木減少為碎片或 CHIPS 能夠製造某些漿料,例如化學,半化學和機械精煉。 碎片的大小將與燒製中所用試劑的浸漬有關。
機械漿
經典機械麵食
- 從未切割的原木
- 一般樹脂
- 圓柱砂輪,研磨表面,不斷潤濕。
水
- 避免燃燒
- 清潔砂輪
- 運送纖維
2種
- 續:沃倫·德·卡德納
- 破折號:Great Northen
優點:
- 高性能(95%)
- 良好的手性(
缺點:
- 難漂白
- 低白度<80%
- 損壞纖維壁
碎漿或精製機械漿:
- 圓盤切碎機,更高品質的紙漿
- 更好的身體特徵
優點:
- 使用被拒絕的木材的可能性
- 使用硬木的可能性
- 均勻質量的粘貼
缺點:
- 更高的投資
- 更高的能耗
- 更高的維護成本
熱機械糊
- 改善了芯片漿料的機械特性
- 為此,在將切屑引入精磨盤之前,先引入高溫蒸汽以加熱切屑,從而使切屑軟化。 木質素 並降低纖維的強度。
- 有變老變黃的傾向
- 高不透明度。 適用於重量較輕的紙張。
化學熱機械糊
- 高產
- 比常規機械漿料更好的物理條件
- 切成小塊的木片,然後放入蒸煮器中,在Tº為60至80º的蘇打中進行3小時。 (如果使用化學糊劑,則需要更長的時間和更高的溫度進行烹飪)。
化學漿
- 木材的焙燒處理越劇烈,木質素的去除程度就越大。
2系統:
- 亞硫酸氫鋁
- 克拉夫特
亞硫酸氫鹽
- 1874年在瑞典創立
- 蒸煮液是具有鈣,鎂或銨鹼的亞硫酸氫鹽。
- 烹飪溫度在130º至140º之間
- 烹飪時間在6到8個小時之間
- 脫木質素很簡單,可以產生富含半纖維素的糊狀物,適用於玻璃紙。
- 沒有化學回收
- 收率在45至55%之間
克拉夫特
- 合併回收鍋爐的巨大衝動。

恢復過程
由有機物,礦物質和水形成的黑液濃度為18%至20%,通過蒸發器將黑液濃度提高至60%。 然後燃燒產生熱量。 骨灰由碳酸鈉組成。 之後,蘇打水被回收。 產率45至55%。
美白
漂白的目的是除去尚未通過烹飪除去的木質素。
常規漂白
- 氯化
- 萃取
- 二氧化氯
- 萃取
- 二氧化氯
- 在每個階段之間都有一個清洗階段。
二氧化氯漂白
- 用氧氣進行脫木質素,然後蒸煮,然後用二氧化氯處理。
臭氧漂白
- 降解+纖維素
- 白度大於90%
- 電阻損失方面的結果不可接受
酶漂白
- 酶和其他漂白劑
- 出色的白度
- 二氧化氯減少10-15%
氧化水漂白
- 用於化學-熱機械糊劑中的過氧化氫
偵錯
- 集成工廠-將通過管道發送。
- 未集成-在紙箱中,麵食的濕度為10%,以方便運輸。
- 水越多,可能產生真菌的時間就越少。
纖維分為
- 初級纖維
- 二次纖維
初級纖維
- 它們是從木材或其他類型的植物中獲得的,它們是首次使用的纖維。 造紙廠的廢料被視為主要纖維。
碎紙機:
- 它是一個在其下部具有螺旋結構的容器,該容器可攪動麵食板並使纖維個體化,從而製備出乾物質在水中的6%至12%的水性懸浮液。
- 通過使混合物通過不允許大碎片通過的爐排來排空設備。
- 碎漿機中使用的水是白色的,是工廠本身回收的水(由於纖維和填料的含量,它是白色的)。
- 長纖維和短纖維分別放在碎漿機中。 直到精煉後才混合。
脫衣舞孃:
- 它們用於解決紙漿中切碎的顆粒不佳的問題。 吊具由兩個裝有尖齒或凸起的圓盤組成。
精製:
通過提煉,可以生產出最多樣化類型和種類的紙張。 每篇論文都需要進行適當的改進,包括以下幾種:
- 荷蘭棧
- 小角度錐形磨片
- 廣角錐形磨片
- 光盤細化
無論精煉的類型是什麼,基本操作都是在固定元件和旋轉元件之間進行的,使糊劑在它們之間通過。
精製後,纖維會或多或少地受到能量作用,產生以下效果:
搖一搖:
- 纖維是水合的
- 擦。 纖維磨損成原纖維
- 剪切-纖維長度減少或切割。
- 原纖化是原纖維的釋放和更精細的生產,導致比表面積顯著增加,從而改善了撕裂長度和紙張的破裂。
較高的原纖化+較高的尺寸不穩定性
精煉操作是通過設備上的機器控制的,該設備測量紙漿允許脫水的脫水能力或相對速度。 它以Shopper-Riegler等級(SRº)進行測量,值越高,精細度越高。
更高的精細度=很少脫水
減少精煉=大量脫水
精製後,通心粉將意大利面儲存在大桶中。
二次纖維
- 已經經過至少一種製造過程的纖維被賦予此名稱。
- 它們的名稱為 紙,則可以將它們與主要對象混合使用,也可以將其100%作為輔助對象。
- 收集中心通常在大城市中,而長途跋涉到工廠會使他們不經濟。
- 回收率可能超過50%
碎紙機
- 它不僅可以充當紙張的崩解劑,還可以充當洗滌器,消除諸如繩索和金屬絲之類的雜質。
- 這個過程可以用碎片來結束
已取消
它由與熱量邏輯相關的化學物質製成,並利用機械能從紙上去除墨水。
3產品:
- 洗滌劑:去除墨水
- 分散劑:這樣墨水就可以離開水並且不會重新沉積。
- 發泡劑:便於去除墨水。
脫墨過程
注定要洗
- 最古老的
- 效果很好,可去除1至10微米大小的顆粒
浮選脫墨
- 這是最常用的
- 添加化學藥品的目的是使油墨起泡和絮凝。
- 它比清洗更有效,因為它既去除了較大的墨水顆粒,又減少了纖維損耗。
- 在此過程中您需要更少的水
組合過程
- 洗滌用於去除小的墨水顆粒和紙張,並改善後續的浮選過程。
由酶決定
- 脫墨過程的新趨勢。 問題之一可能是高泡沫產生。
- 纖維損失和阻力
- 它們不能無限期地回收,它們僅允許使用3到5次。
片材形成
- 從這一刻起,任何紙張的製造過程都完全相同。 差異將由其組成和完成程度決定。
- 片材形成:將漿料流轉變成寬而均勻的片材。
攪拌桶
根據紙張類型添加不同組件的位置,例如:
- 纖維類
- 熒光增白劑
- 負荷
- 基因中的添加劑
- 上漿劑
調試器
去除了不希望的顆粒。
2種
概率論
- 他們根據通過多孔網或篩網的可能性來去除大顆粒。
離心式
- 它們利用麵食旋轉的圓錐體內部的離心力來分離較重的顆粒,這些較重的顆粒是通過開口的下端出來的。
通常將這兩個系統組合在一起以提高效率。
流漿箱或機頭
- 形成薄板的基本元素
- 他們需要恆定且均勻的麵食入口流。
多種
- 使糊料的壓力和流量在盒入口整個寬度上保持恆定的裝置。
- 膨脹室:它有助於更好地佈置懸浮纖維。
必須達到織物的懸浮液或稀釋漿料的量必須滿足以下條件:
- 給克重
- 幫助培訓
- 追踪生產速度
- 獲取統一的個人資料
這是受管制的:
- 流量(數量)
- 一致性(密度)
平面桌
- 寬7或8米
- 通過脫水幫助去除水分
- 織物橫向運動稱為 氣管,以使光纖定向並避免補償。
- 機器方向:纖維方向
- 橫向:抗纖維
- 舊機器:速度在30-40 m /分鐘之間
- 4或5年前的那些:速度在800-900 m / min之間
- 當前:速度在1300-1400 m / min之間(這些沒有追踪)
2種桌子類型
傳統的:
- 織物面:接觸紙張的部分。 更粗糙
- 感覺的臉:上臉。 更平滑,負載更多
雙層面料:
- 它允許通過脫水箱向上引導脫水,從而獲得更對稱的薄片。 速度從1400-1500 m / min
屏幕
- 它必須允許糊劑良好分佈
- 排水
- 防止纖維通過
- 防止纖維粘在上面
- 容易清洗
- 2種
- 塑料:+價格+耐用性
- 脫水:是消除水份
脫水輥
- 它們支撐織物並除去水。 機器超過300 m / min時不使用
箔
- 它們是由不旋轉的條組成的元素,並且織物在其上滑動。
- 它們持續時間更長,並且更加進步。
- 它是第一個排水區中最常見的元素。
有抱負的盒子
- 更有活力
- 虛無是漸進的
- 箱數取決於機器的長度
- 與真空泵一起使用。
吸油缸
- 桌子上的最後一個排水元件
- 織物接觸是彎曲的,幾乎沒有表面積
- 帶有穿孔的金屬外套,可以以織物速度旋轉
消泡劑或花式滾子
- 僅由常規表攜帶
- 有助於使刀片更光滑均勻
- 可以製作水印
- 流漿箱——————— 99%的水————————- 1%的纖維質
- 最終面料———————— 80%的水———————— 20%的纖維質
普倫薩斯
- 紙張的濕壓是在與毛氈接觸的情況下進行的
- 濕度從80%到60%
如果想要
- 通過加熱去除殘留的水
- 兩部分:第一干燥和第二乾燥
- 在它們之間放置一個系統以對紙張進行表面處理
- 溫度從70º逐漸升高到120-130º
- 纖維收縮的寬度約為20%,長度約為1%-2%。 這造成了內部緊張。
- 在第二個序列的末尾,滾筒重新整理
表面處理
它們可以是幾個:
- 按大小(最新)
- 門-卷
- 比爾-刀片
大小按
這是最簡單的
它包括施加一小層粘合劑。
- 如果只有活頁夾=膠版紙
- 如果是粘合劑+顏料=顏料紙
數量
- 膠印紙= 1-2 gr / m2
- 顏料紙= 4-5 gr / m2
提高可印刷性
有時將膠印機預塗
閘門卷
- 醬料通過中間輥轉移到塗藥輥上
- 允許您應用更多的圖層
- 常用於機器銅版紙
- 輕層8-10 gr / m2 每張臉
刀刃
- 用於機器塗佈的系統
- 該應用的一側是用刀片,另一側是用輥子。
利莎
- 由金屬輥組成的機器(從2到5)
- 其功能是使紙張光滑並在紙張寬度上調節厚度。
- 他們不發光
- 他們通常去冷卻輥
- 其效果取決於壓力和紙張通過接觸線或通過的次數。 國家知識產權局.
教皇
紙張通過平滑板後,將其在稱為Pope的機器中捲起,然後可以遵循兩條路徑
- 未塗佈紙或機塗佈紙—->面漆
- 如果機器中有紙,它將進入塗佈機
篩選送至塗佈機頭部的液體,以消除雜質。
塗佈機
- 這是將灰泥醬施加到支架上的機器
塗層刮板
- 這是最常見的
- 它通過輥子施加,並通過鋼板進行均衡和配量
- 兩種類型的刀片:剛性(2º斜角)或柔性(90º極端邊緣)
- 剛性的給定值在12-13 gr / m之間2 灰泥醬
- 撓性介於22-23 gr / m2 灰泥醬
- 它們可以以600-700 m / min的速度工作。 儘管現在有些機器的工作速度為1200 m / min。
- 紙的光滑度越小,紙的光滑度越好。
塗層的鼓風機唇
- 多餘的液體由滾筒施加,然後由壓縮空氣清除
- 在20至40 gr / m之間2
- 不超過350 m / min
- 低粘度醬
- 不如刮板完美
為了準備塗料,您需要
- 一個做飯的罐子
- 攪拌器以分散和均勻化麵團的成分
- 過濾器進行調試
- 儲備金
- 灰泥輸送泵
成分混合
關於顏料:
- 黏合劑
- 消泡劑
添加劑如:
- 著色劑
- 殺菌劑
- 潤滑劑
- 熒光增白劑
- 電阻樹脂
高光澤塗料
- 被稱為鑄塗
- 兩項專利:
沃倫系統
- 鼓風機粉刷灰泥
- 這意味著獲得非常平穩的支持
- 塗灰泥->預乾燥(紅外)——-> 180°鍍鉻圓筒
- 從鍍鉻滾筒中出來時非常乾燥
冠軍系統
- 灰泥應用——––> 80°鍍鉻圓筒
- 在兩種情況下,這種類型的灰泥僅在一側完成。 如果兩者都想要,可以通過將兩個與一個臉部進行對比來完成。
優秀的文章
纖維紙的研究將是一個補充