
Att veta hur tillverkas papperetDu måste veta var, hur och vem uppfann det och vad var dess förändringar genom åren. Varje bra designer borde veta vad är den gjord av mediet där deras arbete kommer att ses.
Uppfunnen i Kina av Han Hsin i början av XNUMX-talet f.Kr. Den första idén var att uppfinna ett billigt plagg. Ts'ai Lum erinrade om uppfinningen av Han Hsin och han upptäckte att han bara saknade något för att binda garnets fibrer och även för att vattentäta dem (detta uppnåddes genom att koka algerna som kallas agar agar och med hjälp av gelatin gav det av. De Äldsta dokument i Spanien Är han "Mozarabic Missal » daterad 1040-1050 är den bevarad i klostret Silos.
Evolution
- 1450 Gutenberg uppfinner tryckpressen.
- 1670 och 1680 Den holländska högen uppfanns, som strimlar gamla kläder och utarbetandet var en efter en.
- 1789 Luis Nicolás Robert - uppfann en maskin som kunde göra långa pappersremsor med hjälp av ett kontinuerligt tejp.
- 1807 Användningen av kaolin som fyllmedel visas.
- 1874 Introducerar bisulfitprocessen.
- 1884 Sulfat- eller Krafft-processen visas.
Pappersmaterial
Råvarorna för papperstillverkning är:
- fibrer
- Fyllmedel och pigment
- tillsatser
fibrer
- Träfibrer
- Icke-träfibrer
- Syntetiska fibrer
Träfibrer
Fleråriga eller hartsartade träd
- Tall i alla dess sorter och gran
- Genomsnittlig längd mellan 2 och 4 mm, ännu längre
- Hög beständighet för papper med låg ytvikt
Lövträd eller lövträd
- Eukalyptus, bok och björk
- 1 mm medellängd
- Dess fibrer ger jämnhet och bra pappersarkbildning
- Dess% i papperet ökar när ytan ökar och kan nå 100% i papper över 150 gr / m2.
Icke-träfibrer
De kan vara bagasse av sockerrör och spannmålssugrör, hampa, esparto, bomull och lin.
Fiberlängd:
- Hartsartad —————————- 4 mm
- Gröna —————————- 1,5 mm
- Bagasse —————————–– 1,7 mm
- Vete och korn —————— 1,5 mm
- Esparto —————————— 1,1 mm
- Halm och ris ———————— 0,5 mm
- Bomull —————————– 30 mm
Syntetiska fibrer
- Tillverkning av grafiska produkter
- Högupplöst polyeten
Icke-fibrösa material
producera oorganisk som ibland blir en del av papperet i stora mängder.
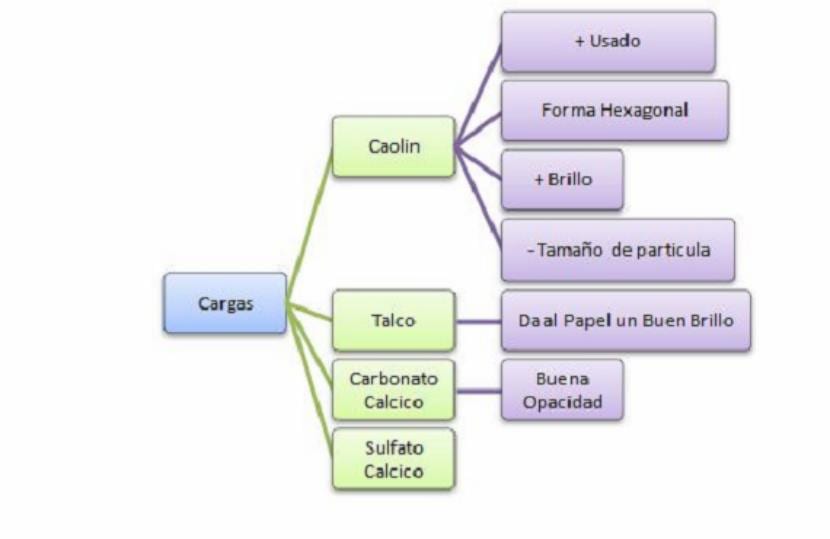
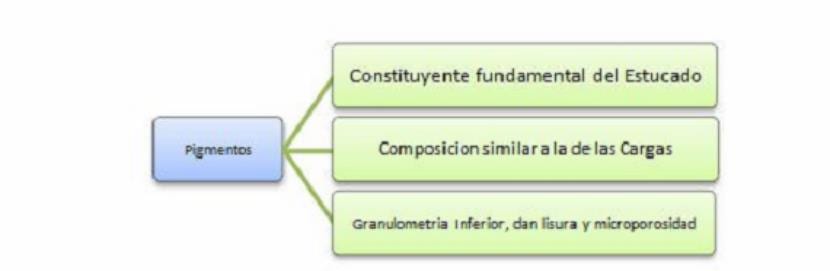
Effekt av laddningar och pigment
- Vithet och opacitet (brytningsindex)
- Dess densitet - ju mer belastningar, desto mer grammatik
- Vätskeabsorption - Förhindrar överföring av bläck
- Geometrisk form - Gör närvaro minskar dess mekaniska egenskaper.
Kemisk sammansättning av trä
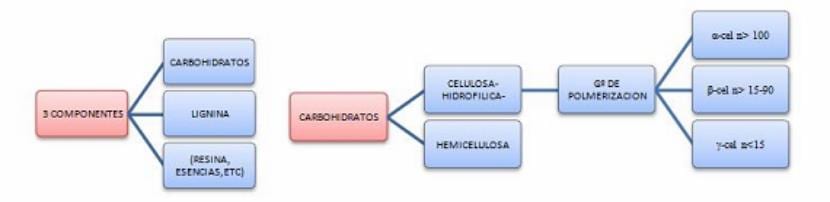
Holocellulosa: cellulosa + hemicellulosa
Lignin: Det är en mycket komplex kemisk förening, som är det som håller fibrerna tätt ihop.
Vithet: Det är det synliga spektrumet av ljus.
Andra produkter:
| RESINOS | Frodig | |
| LIGNIN | 25 -30% | 18-30% |
| CELLULOSA | 40 - 45% | 45 - 50% |
| HEMICELLULOSE | 10-15% | 20 - 30% |
| Hartser | 4% | 1,5 - 2% |
Förberedelse av trä
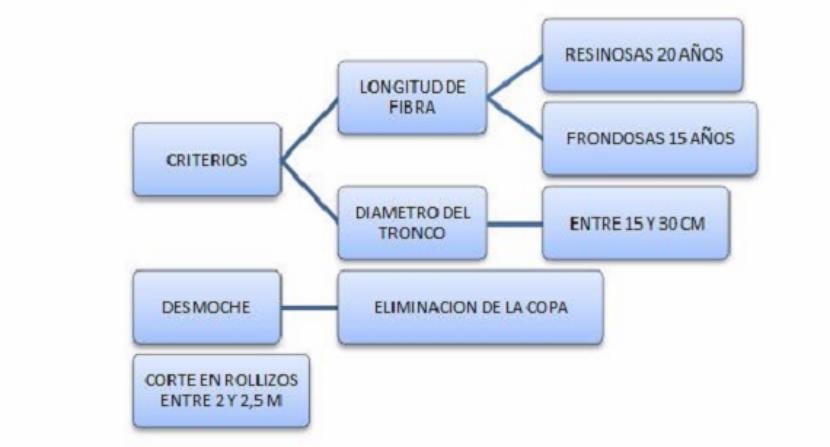
Barkade
- Det är nödvändigt att ta bort det
- Det har ingen fibrös karaktär
- Förbruk reagenser och energi
- Smutsa pastaen
- Huvudsakliga mellersta debarkörtrumman
Träförvaring
- Mellan 25 och 55% luftfuktighet
- Mellan 25 och 35º temperatur
- Resinous - Inte mer än ett år
- Leafy - Mellan 2 och 6 månader för att undvika kvalitetsförlust
Flisad
Efter avbarkning reduceras stockarna till marker eller POMMES FRITES för att kunna skapa vissa pastor, såsom kemisk, halvkemisk och mekanisk raffinering. Storleken på chipet kommer att relateras till impregneringen av reagensen som används vid avfyrningen.
Mekanisk pasta
Klassisk mekanisk pasta
- Från oklippt ved
- I allmänhet hartsig
- Cylindriskt sliphjul, slipande yta, ständigt fuktad.
vatten
- Undvik att bränna
- Rengör slipskivan
- Transportera fibrerna
2 typer:
- Fortsättning: Warren de Cadena
- Sträckt: Great Northen
Fördel:
- Hög prestanda (95%)
- Bra handegenskaper (
Nackdelar:
- Svår blekning
- Låg vithet <80%
- Skador på fiberväggen
Flisning eller raffinering av mekanisk massa:
- Skivförstörare, massa av högre kvalitet
- Bättre fysiska egenskaper
Fördelar:
- Möjlighet att använda avvisat trä
- Möjlighet att använda lövträ
- Enhetlig kvalitetspasta
Nackdelar:
- Högre investeringar
- Högre energiförbrukning
- Högre underhållskostnad
Termomekanisk pasta
- De mekaniska egenskaperna hos spånpasta förbättras
- För detta införs ånga vid hög temperatur för att värma upp flisen innan de införs i raffineringsskivan, vilket orsakar mjukning av lignin och minska styrkan hos fibrerna.
- Tendens att bli gammal och bli gul
- Hög opacitet. lämplig för lätt papper.
Kemisk-termomekanisk pasta
- Högt utbyte
- Bättre fysiska förhållanden än konventionella mekaniska pastor
- Flisor minskade i storlek, sedan i en kokare där det finns läsk vid en Tº av 60 till 80 °, under 3 timmar. (När det gäller kemisk pasta kokas den längre och vid högre temperatur).
Kemisk pasta
- Graden av avlägsnande av lignin kommer att bli större ju mer kraftfull eldbehandlingen av virket är.
2 system:
- Al bisulfit
- krafft
Bisulfit
- Skapades i Sverige 1874
- Matvätska är en bisulfit med en kalcium-, magnesium- eller ammoniumbas.
- Tillagningstemperatur mellan 130º och 140º
- Tillagningstid mellan 6 och 8 timmar
- Delignifiering är enkel och ger pastor rik på hemicelluloser, lämpliga för glasliknande papper.
- Har ingen kemisk återvinning
- Utbyte mellan 45 och 55%
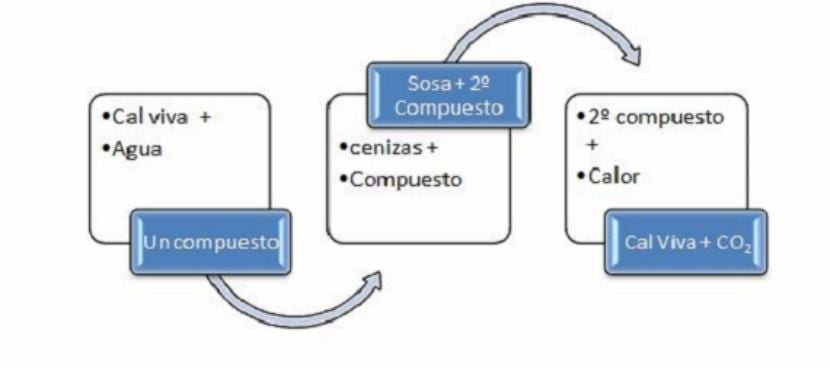
krafft
- Stor impuls för införlivandet av återvinningspannan.

Återhämtningsprocess
Svartluten bildas av organiskt material, mineral och vatten i en koncentration av 18 till 20%, av en förångare höjs koncentrationen till 60%. Senare bränns den och producerar värme. Askan är gjord av natriumkarbonat. Därefter återvinns läsket. Utbyte 45 till 55%.
Blekning
Syftet med blekning är att ta bort lignin som inte har avlägsnats genom matlagning.
Konventionell blekning
- Klorering
- extraktion
- Klordioxid
- extraktion
- Klordioxid
- Mellan varje fas finns en tvättfas.
Klordioxidblekning
- Designifiering med syre, sedan kokas den och sedan appliceras en behandling med klordioxid.
Ozonblekning
- Nedbrytning + cellulosa
- Vithet större än 90%
- Oacceptabla resultat när det gäller motståndsförlust
Enzymblekning
- Enzymer plus andra blekmedel
- Mycket överlägsen vithet
- Klordioxidreduktion med 10-15%
Syrehaltigt blekning av vatten
- Väteperoxid, används i kemisk-termomekaniska pastaer
depuration
- Integrerad fabrik - Den skickas genom rör.
- Inte integrerad - I kartongen tillverkas pastalakan med en luftfuktighet på 10% för att underlätta transporten.
- Ju mer vatten desto mindre tid för möjliga svampar.
Fibrer klassificeras i
- Primära fibrer
- Sekundära fibrer
Primära fibrer
- De erhålls från trä eller andra typer av vegetabiliska växter, de är förstfibrer. Rest från pappersbruk från avfall betraktas som primära fibrer.
pulper:
- Det är en behållare med en spiral i sin nedre del som rör om pastaplattorna och individualiserar fibrerna, och förbereder en vattensuspension mellan 6% och 12% torrsubstans i vatten.
- Apparaten töms genom att passera blandningen genom ett galler som inte tillåter passage av stora fragment.
- Vattnet som används i pulpen är vitt, det är återvunnet vatten från själva fabriken (det är vitt på grund av innehållet i fibrer och fyllmedel).
- Långa och korta fibrer placeras separat i pulperen. De blandas inte förrän efter raffinering.
Strippare:
- De används för att lösa problemet med dåligt strimlade partiklar från massan. Flishuggen består av två skivor utrustade med pinnar eller utsprång.
Raffinering:
Genom raffinering ges egenskaperna för att producera de mest olika typer och typer av papper. Varje papper kräver en lämplig förfining, dessa är några typer:
- Holländska Stack
- Små vinklar koniska raffinerar
- Vidvinklade koniska förfiningar
- Diskförfining
Oavsett vilken typ av raffinering som utförs utförs den grundläggande operationen mellan ett fast element och ett roterande element, som passerar pastan mellan dem.
Efter raffinering utsätts fibrerna för en mer eller mindre energisk verkan som ger en effekt som:
Skaka och skaka:
- Fibern är hydratiserad
- Gnugga. Fibern smälter till fibriller
- Skjuvning - Fibern genomgår en minskning av längden eller skärningen.
- Fibrillering är frisättningen av fibriller och den finare produktionen, vilket resulterar i en märkbar ökning av den specifika ytarean, vilket förbättrar tårlängden och pappersbristningen.
Högre fibrillering + Högre dimensionell instabilitet
Raffineringsoperationen styrs vid maskinen med hjälp av en anordning som mäter avvattningskapaciteten eller den relativa hastigheten med vilken pastan låter vattnet rinna av. Det mäts i Shopper-Riegler-kvaliteter (SRº), ju högre värde, desto större förfining.
En högre förfining = Lite avvattning
Mindre raffinering = Mycket avvattning
När den väl har förfinats lagras pastan i stora kärl med agitation.
Sekundära fibrer
- Fibrer som redan har genomgått minst en tillverkningsprocess får detta namn.
- De är kända under namnet PAPPER, de kan blandas med de primära eller de kan vara 100% sekundära.
- Insamlingscenter finns ofta i stora städer och långa resor till fabriker kan göra dem oekonomiska.
- Det är möjligt att återhämta sig mer än 50%
pulper
- Det kommer inte bara att fungera som en sönderdelare av papperet utan det kommer också att fungera som en skrubber, vilket eliminerar föroreningar som rep och trådar.
- Processen kan avslutas med en splinter
Avslutad
Den är tillverkad med kemikalier som är logiskt kopplade till värme och användning av mekanisk energi för att ta bort bläcket från papperet.
3 produkter:
- Rengöringsmedel: ta bort bläck
- Dispergeringsmedel: Så att bläcket lämnar vattnet och inte deponeras igen.
- Skummedel: Underlättar avlägsnande av bläck.
Avfärgningsprocess
Destinerad genom tvätt
- Det är den äldsta
- Fungerar bra med att ta bort partiklar på 1 till 10 mikron
Flotation avbläckt
- Det är det mest använda
- Syftet med de tillsatta kemikalierna är skumning och flockning av bläcket.
- Det är mer effektivt än tvätt eftersom det tar bort både större bläckpartiklar och fiberförlusten är mindre.
- Du behöver mindre vatten i processen
Kombinerade processer
- Tvättning används för att ta bort små bläckpartiklar såväl som pappersbelastningar och förbättrar den efterföljande flytprocessen.
Bestämd av enzymer
- En ny trend i avfärgningsprocessen. Ett av problemen kan vara högskumgenerering.
- Det är förlust av fibrer och motstånd
- De kan inte återvinnas på obestämd tid, de tillåter bara 3 till 5 användningar.
Arkbildning
- Från och med nu är tillverkningen exakt densamma för alla typer av papper. Skillnaden kommer att ges av dess sammansättning och finish.
- Arkformation: Förvandla pastaflödet till ett brett och enhetligt ark.
Blandkar
Där de olika komponenterna läggs till beroende på papperstyp, såsom:
- fibrer
- Optiska ljusmedel
- laster
- Tillsatser i gen
- Storleksagenter
Felsökare
Oönskade partiklar avlägsnas.
2 typer
Probabilistisk
- De tar bort skrymmande partiklar baserat på sannolikheten att de kommer att passera genom en perforerad skärm eller nät.
Centrifugal
- De utnyttjar pastaens centrifugalkraft för rotation inuti koniska kroppar och separerar de tyngsta partiklarna som kommer ut genom den öppna nedre änden.
De två systemen kombineras vanligtvis för ökad effektivitet.
Huvudlåda eller maskinhuvud
- Grundelement för att forma breda och tunna ark
- De behöver ett konstant och jämnt flöde av pastaintag.
grenröret
- Enhet som gör att pastans tryck och flöde är konstant över hela bredden på lådans inlopp.
- Expansionskammare: Hjälper till ett bättre arrangemang av fibrer i suspension.
Mängden suspension eller utspädd pasta som måste nå tyget måste vara nödvändig för att:
- Ge grammatiken
- Hjälp träning
- Spåra produktionshastighet
- Få en enhetlig profil
Detta regleras:
- Flöde (kvantitet)
- Konsistens (densitet)
Platt bord
- 7 eller 8 meter bred
- Hjälper till att ta bort vatten genom avvattning
- Tyget har en tvärrörelse som kallas trakeoför att orientera fibrerna och undvika dekompensering.
- Maskinkänsla: Fiberriktning
- Tvärgående riktning: Mot fiber
- Gamla maskiner: hastighet mellan 30 - 40 m / min
- De för 4 eller 5 år sedan: hastighet mellan 800 - 900 m / min
- För närvarande: Hastighet mellan 1300 - 1400 m / min (dessa har ingen spårning)
2 Tabelltyper
Konventionell:
- Tygsida: En del av papperet som rör vid det. Mer grovt
- Filt Face: Övre ansikte. Jämnare för mer% av belastningen
Dubbel tyg:
- Det gör det möjligt att rikta avvattningen uppåt genom sugboxar och få mer symmetriska ark. Hastigheter från 1400 - 1500 m / min
Tela
- Det måste möjliggöra god distribution av pastan
- Avlopp
- Förhindra passage av fibrer
- Förhindra att fibrer fastnar på den
- Lätt att tvätta
- 2 typer:
- Plast: + pris + hållbarhet
- Avvattning: är eliminering av vatten
Avvattningsrullar
- De stöder tyget och tar bort vatten. Den används inte när maskinen överstiger 300 m / min
folier
- De är element som består av stänger som inte roterar och tyget glider på dem.
- De håller längre och är mer progressiva.
- Det är det vanligaste elementet i den första dräneringszonen.
Hoppande lådor
- Mer energisk handling
- Tomheten är progressiv
- Antal lådor beror på maskinens längd
- Fungerar med vakuumpumpar.
Sugcylinder
- Sista dräneringselementet på bordet
- Tygets kontakt är krökt och har liten yta
- Har en perforerad metalljacka som roterar med tyghastighet
Skumdödare eller dandy-rulle
- Bärs endast av konventionella bord
- Hjälper till att få jämnare och jämnare blad
- Kan göra vattenstämplar
- Inloppslåda —————- 99% vatten ———————- 1% fibermaterial
- Tygfinal ——————- 80% vatten —————– 20% fibermaterial
Pressar
- Den våta pressningen av pappersarket utförs i kontakt med en filt
- Det skulle gå från 80% till 60% luftfuktighet
Om önskat
- Tar bort restvatten med hjälp av värme
- Två delar: 1: a torrt och 2: a torrt
- Mellan dem är ett system placerat för att ge papperet en ytbehandling
- Temperaturen stiger gradvis från 70º till 120 - 130º
- Fibrerna krymper i storleksordningen 20% i bredd och 1% - 2% i längd. Detta skapar interna spänningar.
- I slutet av den andra sekvensen är rullarna uppfriskande
Ytbehandling
De kan vara flera:
- Storlekstryck (senaste)
- Gate - Roll
- Bill - Blade
Tryck på storlek
Det är det enklaste
Den består av att applicera ett litet lager bindemedel.
- Om det bara är bindemedel = offsetpapper
- Om det är bindemedel + pigment = Pigmenterat papper
Mängd
- Offsetpapper = 1-2 gr / m2
- Pigmenterat papper = 4-5 gr / m2
Förbättra utskrivbarheten
Ibland är storlekspressen förbelagd
Portrulle
- Såsen överförs till applikatorrullarna med hjälp av en mellanvals
- Låter dig applicera mer lager
- Används ofta för maskinbelagda papper
- Lätt lager på 8-10 gr / m2 per ansikte
Bill-blad
- System som används för maskinbeläggning
- Ansökan görs på ena sidan med ett blad och på den andra med en rulle.
Lisas
- Maskin bestående av metallvalsar (från 2 till 5)
- Dess funktion är att jämna ut papperet och reglera tjockleken över papprets bredd.
- De lyser inte
- De går vanligtvis efter kylvalsar
- Effekten beror på trycket och antalet passeringar av papperet genom kontaktlinjer eller NIPS.
Pope
När papperet har passerat genom slätarna rullas det upp i en maskin som kallas påve, då kan det följa två vägar
- Obestruket eller maskinbelagt papper ———-> Ytbehandlingar
- Om det är papper ur maskinen går det till beläggningsmaskinen
Vätskorna som skickas till beläggarens huvud screenas för att eliminera föroreningar.
Beläggare
- Det är maskinen som applicerar stucksåsen på stödet
Belagd skrapa
- Det är det vanligaste
- Den appliceras med hjälp av en rulle och den utjämnas och doseras med hjälp av en stålplåt
- 2 typer av knivar: stel (90 ° fas) eller flexibel (45 ° extrem kant)
- Den styva ger mellan 12 - 13 gr / m2 stucksås
- Flexibel ger mellan 22 - 23 gr / m2 stucksås
- De kan arbeta i hastigheter mellan 600 - 700 m / min. även om det nu finns maskiner som arbetar vid 1200 m / min.
- Papperets jämnhet blir mindre desto bättre blir papperet.
Belagd fläktläpp
- Överskott av vätska appliceras med rullen som sedan avlägsnas med tryckluft
- Mellan 20 och 40 gr / m2
- Högst 350 m / min
- Sås med låg viskositet
- Mindre perfekt än skrapa
För framställning av beläggningsmaterial du behöver
- En tank för matlagning
- En omrörare som sprider och homogeniserar degens komponenter
- Filter att felsöka
- Reservdeposition
- Pumpar för överföring av stuckatur
Blandning av komponenter
Om pigment:
- Bindemedel
- Skumdämpare
Tillsatser som:
- Färgämnen
- Mikrobicider
- Smörjmedel
- Optiska ljusmedel
- Hartser för motstånd
Högblank beläggning
- Känd som gjuten belagd
- Två patent:
Warren-systemet
- Applicering av stuckatur med fläktläpp
- Det innebär att du har ett mycket smidigt stöd
- Applicera stuckatur ——> Förtork (infraröd) ——-> 180 ° kromcylinder
- Konditionerat eftersom det kommer ut mycket torrt från kromcylindern
Championsystem
- Stuccoapplikation ——–> 80 ° kromcylinder
- Denna typ av stuckatur görs i båda fallen endast på ena sidan. Om du vill ha båda, görs det genom att samla ihop två av ett ansikte.
UTMÄRKT ARTIKEL
studien av fiberpapper skulle vara ett komplement