
To find out how is the paper madeYou must know where, how and who invented it and what were its transformations over the years. Every good designer should know what is it made of the medium in which their work will be seen.
Invented in China by Han Hsin at the beginning of the XNUMXnd century BC. The first idea was to invent an inexpensive piece of clothing. Ts'ai Lum recalled the invention of Han Hsin and found that it was only missing something to bind the fibers of the yarn and also to waterproof them (this was achieved by boiling the algae called Agar Agar and using the gelatin it gave off. The Oldest document in Spain is he "Mozarabic Missal » dated 1040-1050, it is preserved in the Monastery of Silos.
Evolution
- 1450 Gutenberg invents the Printing Press.
- 1670 and 1680 The Dutch pile was invented, which shreds old clothes and the elaboration was one by one.
- 1789 Luis Nicolás Robert- Invented a machine that by means of a continuous tape could make long strips of paper.
- 1807 The use of kaolin as a filler appears.
- 1874 Introduces the bisulfite process.
- 1884 The Sulfate or Krafft process appears.
Paper materials
The raw materials for making paper are:
- Fibers
- Fillers and pigments
- additives
Fibers
- Wood fibers
- Non-wood fibers
- Synthetic fibers
Wood fibers
Perennial or Resinous Trees
- The pine in all its varieties and the fir
- Average length between 2 and 4 mm, even longer
- High resistance for low grammage papers
Deciduous or Leafy Trees
- Eucalyptus, Beech and Birch
- 1mm medium length
- Its fibers provide smoothness and good paper sheet formation
- Its% in the paper increases as the grammage increases, being able to reach 100% in papers over 150 gr / m2.
Non-wood fibers
They can be the bagasse of sugar cane and cereal straws, hemp, esparto, cotton and flax.
Fiber Length:
- Resinous ————————- 4 mm
- Leafy ————————- 1,5 mm
- Bagasse —————————– 1,7 mm
- Wheat and Barley —————— 1,5 mm
- Esparto ————————— 1,1 mm
- Straw and Rice ———————- 0,5 mm
- Cotton ————————– 30 mm
Synthetic fibers
- Manufacture of graphic products
- High strength dissolved polyethylene
Non-fibrous materials
Products inorganic which sometimes become part of the paper in large quantities.
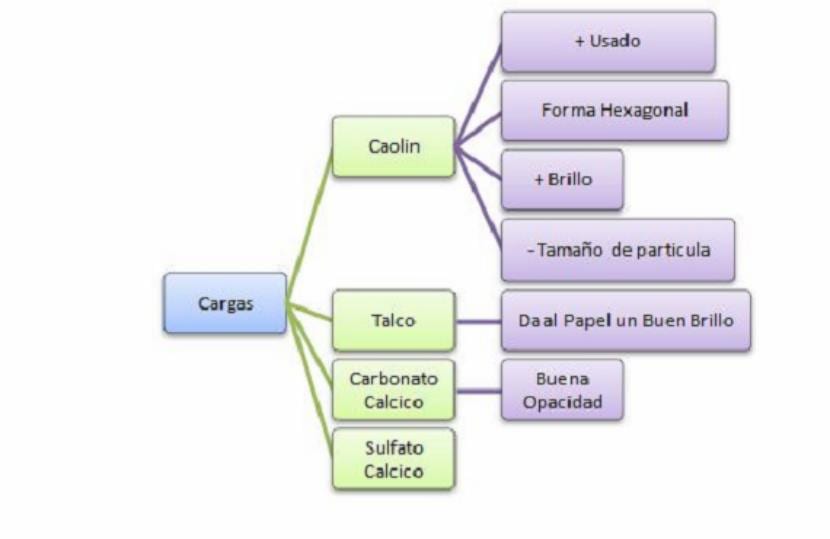
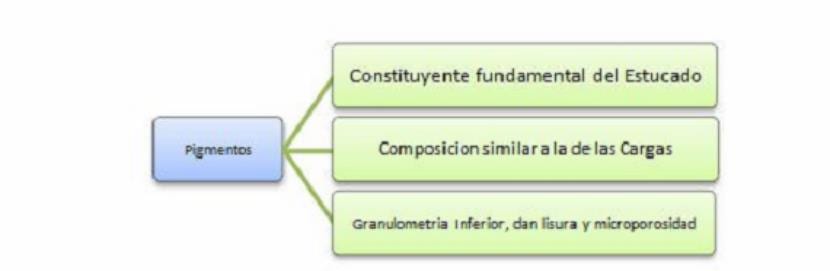
Effect of Charges and Pigments
- Whiteness and opacity (Refractive Index)
- Its density - the more loads, the more grammage
- Liquid Absorption - Prevents ink transfer
- Geometric Shape- Makes presence diminish its mechanical characteristics.
Chemical composition of wood
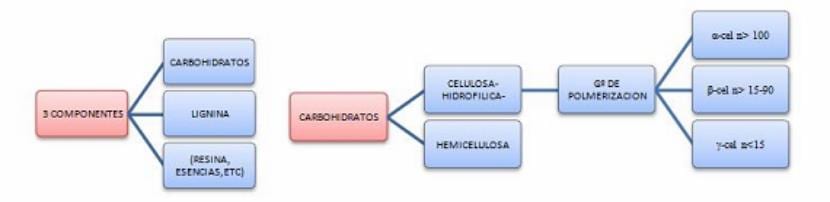
Holocellulose: cellulose + hemicellulose
Lignin: It is a very complex chemical compound, being what holds the fibers tightly together.
Whiteness: It is the visible spectrum of light.
Other products:
| RESINOS | Lush | |
| LIGNIN | 25 -30% | 18 -30% |
| CELLULOSE | 40 - 45% | 45 - 50% |
| HEMICELLULOSE | 10 -15% | 20 - 30% |
| RESINAS | 4% | 1,5 - 2% |
Wood preparation
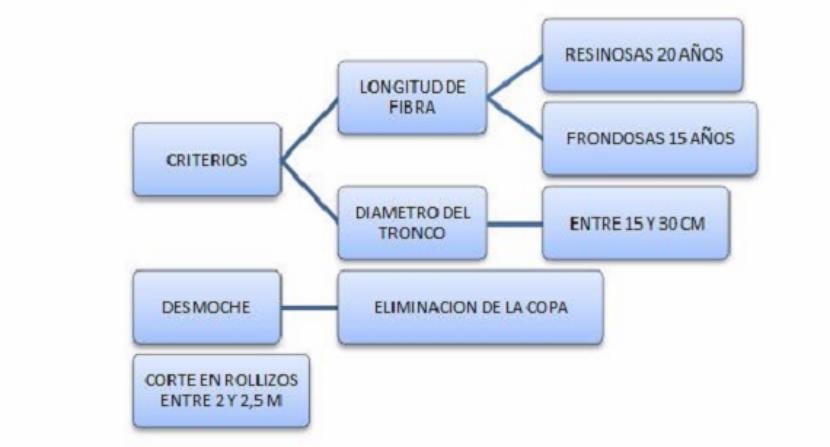
Debarked
- It is necessary to remove it
- It has no fibrous character
- Consume reagents and energy
- Dirt the pasta
- Main Middle- Debarker Drum
Wood storage
- Between 25 and 55% Humidity
- Between 25 and 35º of Temperature
- Resinous - Not more than one year
- Leafy - Between 2 and 6 months to avoid loss of quality
Chipping
After debarking the logs are reduced to chips or CRISPS to be able to create certain pastes, such as chemical, semi-chemical and mechanical refining. The size of the chip will be related to the impregnation of the reagents used in the firing.
Mechanical paste
Classic mechanical pasta
- From uncut wood logs
- Generally Resinous
- Cylindrical grinding wheel, abrasive surface, constantly moistened.
Water
- Avoid burning
- Clean the grinding wheel
- Transport the fibers
2 Types:
- Continuing: Warren de Cadena
- Dashed: Great Northen
Advantages:
- High performance (95%)
- Good hand characteristics (
Disadvantages:
- Difficult bleaching
- Low Whiteness <80%
- Damages the fiber wall
Chipping or refining mechanical pulp:
- Disc shredders, higher quality pulp
- Better physical characteristics
Advantages:
- Possibility of using rejected wood
- Possibility of using hardwood
- Uniform quality paste
Disadvantages:
- Higher investment
- Higher energy consumption
- Higher maintenance cost
Thermomechanical paste
- The mechanical characteristics of the chip paste are improved
- For this, steam is introduced at high temperature to heat the chips before introducing them into the refining disc, causing the softening of lignin and decreasing the strength of the fibers.
- Tendency to get old and turn yellow
- High opacity. suitable for light paper.
Chemical-thermomechanical paste
- High yield
- Better physical conditions than conventional mechanical pastes
- Chips reduced in size, then in a digester where there is soda at a Tº of 60 to 80º, for 3 hours. (In the case of chemical paste it is cooking for a longer time and at a higher temperature).
Chemical paste
- The degree of lignin removal will be greater the more vigorous the firing treatment of the wood.
2 Systems:
- Al bisulfite
- krafft
Bisulfite
- Created in Sweden in 1874
- Cooking liquor is a bisulfite with a calcium, magnesium or ammonium base.
- Cooking temperature between 130º and 140º
- Cooking time between 6 and 8 hours
- Delignification is simple and produces pastes rich in hemicelluloses, suitable for glass-like papers.
- Has no chemical recovery
- Yield between 45 and 55%
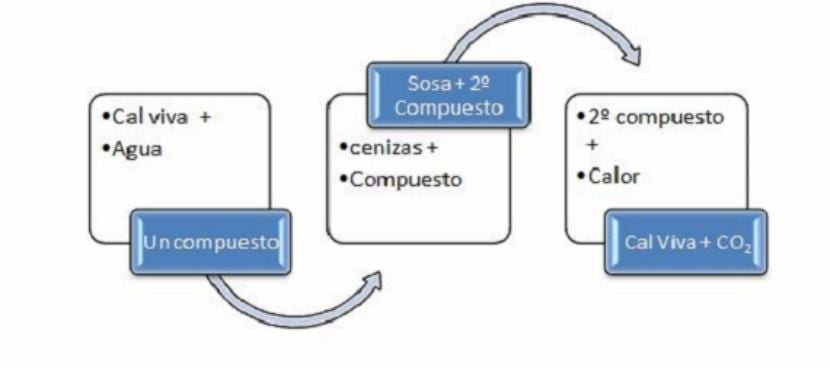
krafft
- Great impulse for the incorporation of the recovery boiler.

Recovery process
The black liquors formed by organic matter, mineral and water in a concentration of 18 to 20%, by an evaporator the concentration is raised to 60%. Later it is burned producing heat. The ashes are made up of sodium carbonate. Afterwards, the soda is recovered. Yield 45 to 55%.
Whitening
The purpose of bleaching is to remove lignin that has not been removed by cooking.
Conventional bleaching
- Chlorination
- Extraction
- Chlorine dioxide
- Extraction
- Chlorine dioxide
- Between each phase there is a washing phase.
Chlorine Dioxide Bleaching
- Deslignification by oxygen, then it is cooked and then a treatment with chlorine dioxide is applied.
Ozone Bleaching
- Degrades + cellulose
- Whiteness greater than 90%
- Unacceptable results in terms of resistance loss
Enzyme Bleaching
- Enzymes plus other bleaches
- Much superior whiteness
- Chlorine dioxide reduction by 10-15%
Oxygenated Water Bleaching
- Hydrogen peroxide, used in chemical-thermomechanical pastes
Wastewater Treatment
- Integrated Factory - It will be sent through pipes.
- Not Integrated - In the carton, pasta sheets are manufactured with a humidity of 10% to facilitate transport.
- The more water, the less time for possible fungi.
Fibers are classified into
- Primary Fibers
- Secondary Fibers
Primary fibers
- They are obtained from wood or other types of vegetable plants, they are first-use fibers. Scraps from paper mills from waste are considered primary fibers.
pulper:
- It is a container with a helix in its lower part that shakes the pasta sheets and individualizes the fibers, preparing an aqueous suspension between 6% and 12% of dry matter in water.
- The apparatus is emptied by passing the mixture through a grate that does not allow the passage of large fragments.
- The water used in the pulper is white, it is recycled water from the factory itself (it is white due to the content of fibers and fillers).
- Long and short fiber are placed separately in the pulper. They will not mix until after refining.
Strippers:
- They are used to solve the problem of poorly shredded particles from the pulp. The stripper is made up of two discs fitted with spikes or projections.
Refining:
Through refining it is given the characteristics to produce the most diverse types and kinds of paper. Each paper requires a suitable refinement, these are some types:
- Dutch Stack
- Small Angle Conical Refines
- Wide Angle Conical Refines
- Disc Refinement
Whatever the type of refining, the basic operation is carried out between a fixed element and a rotating one, passing the paste between them.
After refining, the fibers are subjected to a more or less energetic action that produces an effect that:
Shake and Shake:
- The fiber is hydrated
- Rub. The fiber frays into fibrils
- Shear- The fiber undergoes a reduction in length or cut.
- Fibrillation is the release of fibrils and the finer production resulting in a noticeable increase in the specific surface area, improving the tear length and the bursting of the paper.
Higher fibrillation + Higher dimensional instability
The refining operation is controlled at the machine by means of a device that measures the dewatering capacity or relative speed with which the paste allows the water to drain. It is measured in Shopper-Riegler grades (SRº), the higher the value, the greater the refinement.
A higher refinement = Little dewatering
Less refining = Much dewatering
Once the pasta is refined, it is stored in large vats with stirring.
Secondary fibers
- Fibers that have already undergone at least one manufacturing process receive this name.
- They are known by the name of PAPER, they can be mixed with the primary ones or they can be 100% secondary.
- Collection centers are usually in large cities and long trips to factories can make them uneconomical.
- It is possible to recover more than 50%
pulper
- Not only will it act as a disintegrator of the paper, but it will also act as a scrubber, eliminating impurities such as ropes and wires.
- The process can be ended with a splinter
Detinued
It is made with chemical products logically linked to heat and the use of mechanical energy to remove the ink from the paper.
3 Products:
- Detergents: remove ink
- Dispersants: So that the ink goes out of the water and does not re-deposit.
- Foaming agents: Facilitates the removal of ink.
Deinking process
Destined by washing
- It is the oldest
- Works well removing 1 to 10 micron size particles
Flotation de-inked
- It is the most used
- The purpose of the added chemicals is foaming and flocculation of the ink.
- It is more effective than washing as it removes both larger ink particles and fiber loss is less.
- You need less water in the process
Combined processes
- Washing is used to remove small ink particles as well as paper loads and improves the subsequent flotation process.
Destined by enzymes
- A new trend in the deinking process. One of the problems can be the high foam generation.
- There is loss of fibers and resistance
- They cannot be recycled indefinitely, only allow 3 to 5 uses.
Sheet formation
- From this moment on, the manufacture is exactly the same for any kind of paper. The difference will be given by its composition and finish.
- Sheet Formation: Transform paste flow into a wide and uniform sheet.
Mixing tub
Where the different components are added according to the type of paper such as:
- Fibers
- Optical brighteners
- Demand
- Additives in Gene
- Sizing agents
Debuggers
Undesirable particles are removed.
2 Types
Probabilistic
- They remove bulky particles based on the probability that they will pass through a perforated screen or mesh.
Centrifugal
- They take advantage of the centrifugal force of rotation of the pasta inside conical bodies separating the heavier particles, which come out through the open lower end.
The 2 systems are usually combined for greater efficiency.
Headbox or machine head
- Basic element for forming wide and thin sheets
- They need constant and uniform flow of pasta inlet.
manifold
- Device that makes the pressure and flow of the paste constant over the entire width of the box inlet.
- Expansion Chamber: Helps a better arrangement of the fibers in suspension.
The amount of suspension or diluted paste that must reach the fabric must be the necessary to:
- Give the grammage
- Help training
- Track production speed
- Get a uniform profile
This is regulated:
- Flow (quantity)
- Consistency (density)
Flat table
- 7 or 8 meters wide
- Helps remove water by dewatering
- The fabric has a transverse movement called tracheo, in order to orient the fibers and avoid decompensation.
- Machine Sense: Fiber Direction
- Transverse direction: Against fiber
- Old Machines: speed between 30 - 40 m / min
- Those of 4 or 5 years ago: speed between 800 - 900 m / min
- Currently: Speed between 1300 - 1400 m / min (these do not have tracing)
2 Table types
Conventional:
- Fabric Side: Part of the paper that touches it. More rough
- Felt Face: Upper face. Smoother for more% of loads
Double fabric:
- It allows directing the dewatering upwards through suction boxes, obtaining more symmetrical sheets. Speeds from 1400 - 1500 m / min
Fabric
- It must allow good distribution of the paste
- Water drain
- Prevent passage of fibers
- Prevent fibers from sticking to it
- Easy wash
- 2 types:
- Plastics: + price + durability
- Dewatering: it is the elimination of water
Dewatering rollers
- They support the fabric and remove water. It is not used when the machine exceeds 300 m / min
Foils
- They are elements composed of bars that do not rotate and the fabric slides on them.
- They last longer and are more progressive.
- It is the most common element in the first dewatering zone.
Aspiring boxes
- More energetic action
- The void is progressive
- No. of boxes depends on the length of the machine
- Works with vacuum pumps.
Suction cylinder
- Last drainage element on the table
- Contact of the fabric is curved and of little surface
- Has a perforated metal jacket that rotates at fabric speed
Foam killer or dandy roller
- Only carried by conventional tables
- Helps to achieve smoother and uniform blade
- Can make watermarks
- Headbox —————- 99% Water ———————- 1% Fibrous Matter
- Cloth Finish ——————- 80% Water —————– 20% Fibrous Matter
Presses
- The wet pressing of the paper sheet is carried out in contact with a felt
- It would go from 80% to 60% humidity
If wanted
- Eliminate residual water by means of heat
- Two parts: 1st dry and 2nd dry
- Between them a system is placed to give a surface treatment to the paper
- The temperature rises gradually from 70º to 120 - 130º
- The fibers shrink on the order of 20% in width and 1% - 2% in length. This creates internal tensions.
- At the end of the 2nd sequence the rollers are refreshing
Surface treatment
They can be several:
- Size-press (most current)
- Gate - Roll
- Bill - Blade
Size press
It is the simplest
It consists of applying a small layer of binder.
- If it is only binder = Offset Paper
- If it is binder + pigment = Pigmented Paper
Quantity
- Offset paper = 1 - 2 gr / m2
- Pigmented Paper = 4 - 5 gr / m2
Improve printability
Sometimes the size-press is pre-coated
gate roll
- The sauce is transferred to the applicator rollers by means of an intermediate roller
- Allows you to apply a greater amount of layer
- Often used for machine coated papers
- Light layer of 8 - 10 gr / m2 per face
bill-blade
- System used for machine coating
- The application is made on one side with a blade and on the other with a roller.
Plain fabrics
- Machine composed of metal rollers (from 2 to 5)
- Its function is to smooth the paper and regulate the thickness across the width of the paper.
- They do not shine
- They usually go after cooling rollers
- Its effect depends on the pressure and number of passes of the paper through contact lines or NIPS.
Pope
Once the paper has passed through the smooths, it is rolled up in a machine called pope, then it can follow two paths
- Uncoated or Machine Coated Paper ———-> Finishes
- If it is paper out of the machine, it goes to the coating machine
The fluids that are sent to the head of the coater are screened to eliminate impurities.
Coater
- It is the machine that applies the stucco sauce to the support
Coated scraper
- It is the most common
- It is applied by means of a roller and is equalized and dosed by means of a steel sheet
- 2 types of blades: Rigid (90º bevel) or Flexible (45º extreme edge)
- The rigid one gives between 12 - 13 gr / m2 stucco sauce
- Flexible gives between 22 - 23 gr / m2 stucco sauce
- They can work at speeds between 600 - 700 m / min. although now there are machines that work at 1200 m / min.
- The smoothness of the paper will be less the better the smoothness of the paper.
Coated blower lip
- Excess fluid is applied by roller which is then removed by compressed air
- Between 20 to 40 gr / m2
- No more than 350 m / min
- Low viscosity sauce
- Less perfect than scraper
For the preparation of coating materials,
- A tank for cooking
- A stirrer to disperse and homogenize the components of the dough
- Filters to debug
- Reserve deposit
- Pumps for transferring stucco
Mix of components
About Pigments:
- Binders
- Defoamers
Additives like:
- Dyes
- Microbicides
- Lubricants
- Optical Brighteners
- Resins for resistance
High gloss coating
- Known as Cast Coated
- Two Patents:
Warren system
- Application of stucco by blower lip
- It implies having a very smooth support
- Apply stucco ——> Pre-dry (infrared) ——-> 180 ° chrome cylinder
- Conditioned as it comes out very dry from the chrome cylinder
Champion system
- Stucco application ——–> 80 ° chrome cylinder
- This type of stucco in both cases is done on one side only. If you want for both, it is done by contracollating two of one face.
EXCELLENT ARTICLE
the study of fiber paper would be a complement